Tool Component tab¶
Accessed from the Tool Definition window, the features on this tab are used to define the shape of a tool component in a tool assembly. Features displayed on the Tool Component tab vary, depending on the tool/tool component type that you selected to add/modify.
See Adding a Tool to a Tool Library section of Vericut Help for additional information about creating tool components.
Tool Component tab (Common Features)¶
The following features are common to most of the Tool Component tab tool types.
Reference Features — The Reference Features enable you to "reference" a tool component in another tool library file for use in the current tool library file.
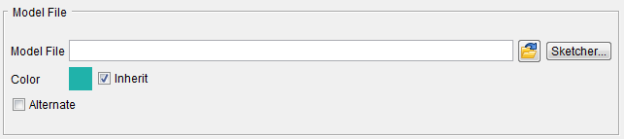
Model File Features — The Model File Features enable you to use an existing model or create a new Sweep Solid or Solid of Revolution using the Profile Sketcher to define a tool component.
Tool Display Colors — The Tool Display Colors feature enable you to specify the display color for tool components (cutters, inserts, and holders) in Tool Manager
Reference Features¶
The Reference Features enable you to "reference" a tool component in another tool library file for use in the current tool library file. The Reference icon appearance changes depending on which tool's Tool Component tab it is accessed from.
![]() for Revolved Cutters, Hole-Making Tools, Waterjet tools, Ultrasonic Knife tools, Polisher tools, Grinder tools, Dresser tools, and Holders.
for Revolved Cutters, Hole-Making Tools, Waterjet tools, Ultrasonic Knife tools, Polisher tools, Grinder tools, Dresser tools, and Holders.
![]() for Mill Inserts and Turning Inserts.
for Mill Inserts and Turning Inserts.
 for Probe Tips.
for Probe Tips.
Common Reference features
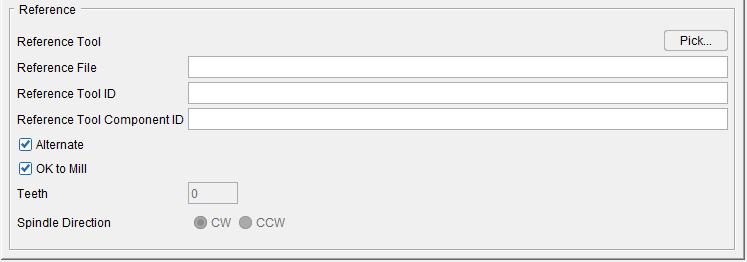
Standard Hole Making Tool Reference features
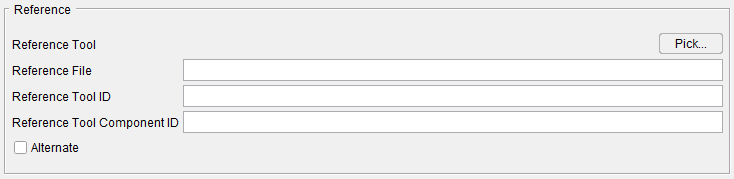
Reference features:
Pick — Pressing the Pick button displays the Search Tool window enabling you to search existing tool libraries for tools with specific attributes that you want to "reference". See Search Tool window section of Vericut Help for additional information.
Reference File — Enter the /path/filename of the tool library file containing the tool component to be referenced in the text field or use the Pick button to display the Search Tool window and use it to select the tool library file.
Reference Tool ID — Enter tool ID of the tool component to be referenced in the text field or use the Pick button to display the Tool Search window and use it to select the tool component to be referenced. In the sample tool record in the picture below, the Reference Tool ID is 6
Reference Tool Component ID — Enter tool component ID of the tool component to be referenced in the text field or use the Pick button to display the Tool Search window and use it to select the tool component to be referenced. In the sample tool record in the picture below, the Reference Tool Component ID is Cutter1

Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape. See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
OK to Mill — When toggled “on” (checked), the OK to Mill feature overrides the default check for axial cuts only enabling you to machine with Hole Making Tools, Turn Inserts and Polisher Tools other than along the tool axis.
Teeth — Displays the number of teeth.
Spindle Direction — Toggle between the clockwise options (CW) and the counterclockwise option (CCW).
Model File Features¶
The Model File features enable you to use an existing model or create a new Sweep Solid or Solid of Revolution using the Profile Sketcher to define a tool component. The features that display will vary depending on the type of tool component. Each of the variations is illustrated in the pictures below.
The Model File feature is accessed using the ![]() (Model File) icon on the Tool Component tab for Mill Inserts, Turn Inserts, Hole Making Tools and Insert models created using the Import CAD Tool window.
(Model File) icon on the Tool Component tab for Mill Inserts, Turn Inserts, Hole Making Tools and Insert models created using the Import CAD Tool window.
Mill Inserts
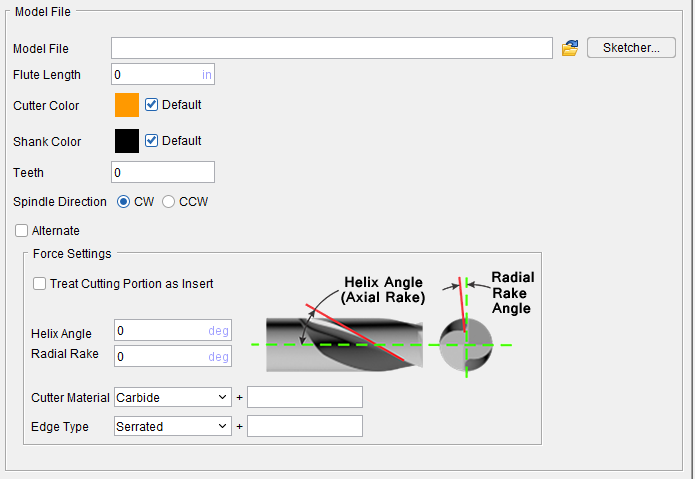
Model File — Enter the /path/filename of the model file or click on the ; (Browse) icon to display the Open file selection window and use it to specify the /path/filename of the model file.
(Browse) icon to display the Open file selection window and use it to specify the /path/filename of the model file.
Sketcher — Displays the Profile Sketcher window enabling you to edit or create a "swept solid (.swp)" or "solid of revolution (.sor)" model file. This feature is only available the selected file is a SOR or SWEEP file type. To create a new SOR or SWEEP model file, clear the Model File text field and press Sketcher.
Flute Length — Use to specify the length of the portion of the mill insert.
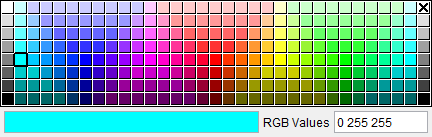
Cutter Color — The Cutter Color icon, enables you to specify a color for that particular tool. The color of the Color icon shows the current color of the tool. To change the color, click on the  (Color Palette) icon to display the color palette window shown below.
(Color Palette) icon to display the color palette window shown below.
Click on a color in the color palette window, to specify the color for the tool. The color palette window will close and the right side of the  (Color Palette) icon in the Color window will update to reflect the selected color.
(Color Palette) icon in the Color window will update to reflect the selected color.
To close the color palette window without changing the color, click on the ![]() in the upper right corner of the color palette window.
in the upper right corner of the color palette window.
Shank Color — Shank Color works similarly to the to the Cutter Color above but affects the Shank portion of the tool instead of the Cutter portion.
Teeth — Number of Teeth defined for Mill Insert.
Spindle Direction — Use to specify the appropriate spindle rotation direction for the tool. Choose either CW (clockwise) or CCW (counterclockwise).
📝 NOTE: For revolved milling cutters, CW/CCW is defined looking down (negative Z) the tool axis.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
Treat Cutting Portion as Insert — Toggle this option on (checked) to ensure proper accuracy in gauging Force for cutters with inserts. When this feature is in use, Helix Angle becomes Orientation Angle.
Helix Angle (Degree) — Enter the Helix angle in the text field.
Radial Rake (Degree) — Enter the radial rake angle (in degrees) in the Radial Rake text field.
Cutter Material — Use to specify the material that the cutter is made of. Select the material type from the pull-down list.
Edge Type — Use to specify the type of cutting edge that the cutter has from the pull-down list. Choose Serrated or Straight.
Turn Inserts
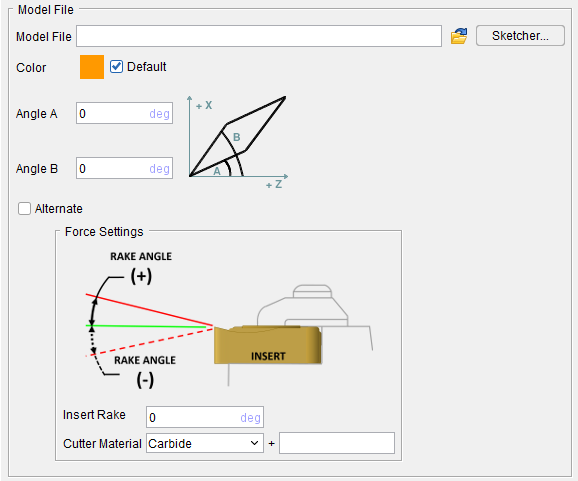
Model File — Enter the /path/filename of the model file or click on the (Browse) icon to display the Open file selection window and use it to specify the /path/filename of the model file.
Sketcher — Displays the Profile Sketcher window enabling you to edit or create a "swept solid (.swp)" or "solid of revolution (.sor)" model file. This feature is only available the selected file is a SOR or SWEEP file type. To create a new SOR or SWEEP model file, clear the Model File text field and press Sketcher.
Color — The Color icon, enables you to specify a color for that particular tool. The color of the Color icon shows the current color of the tool. To change the color, click on the (Color Palette) icon to display the color palette window shown below.
Click on a color in the color palette window, to specify the color for the tool. The color palette window will close and the right side of the (Color Palette) icon in the Color window will update to reflect the selected color.
To close the color palette window without changing the color, click on the ![]() in the upper right corner of the color palette window.
in the upper right corner of the color palette window.
Angle A and Angle B — The angle corresponds to the non-rotated tool (as seen from Tool Man) with +Z to your right, and +X up. Zero degrees is along the +Z, and positive angle is CCW. The angle can be specified as a positive or negative angle.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
Insert Rake — Use to specify the degree angle of the inserted rake. Do not specify an angle greater than 180 degrees.
Cutter Material — Use to specify the material that the cutter is made of. Select the material type from the pull-down list.
Hole Making Tools
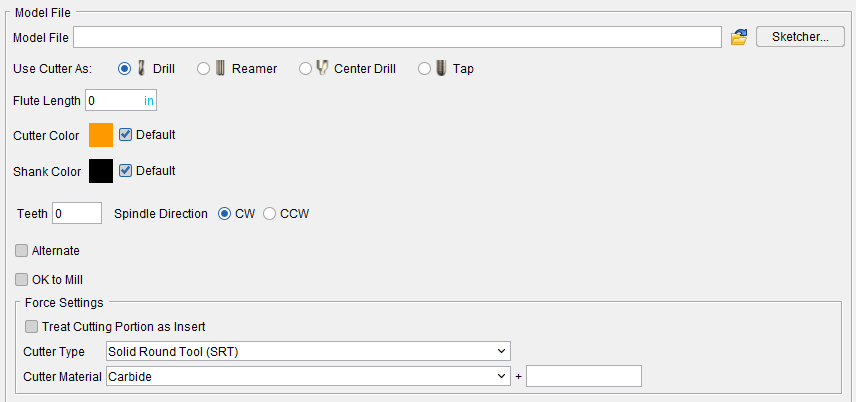
Model File — Enter the /path/filename of the model file or click on the (Browse) icon to display the Open file selection window and use it to specify the /path/filename of the model file.
Sketcher — Displays the Profile Sketcher window enabling you to edit or create a "swept solid (.swp)" or "solid of revolution (.sor)" model file. This feature is only available the selected file is a SOR or SWEEP file type. To create a new SOR or SWEEP model file, clear the Model File text field and press Sketcher.
Use Cutter As — Use to toggle between Drill, Reamer, Center Drill, and Tap options.
Maximum Material Removal Per Side — Use to specify the maximum amount of material that can be removed by the reamer. This option is only available when Use Cutter As is set to Reamer.
Thread Depth — Use to specify the thread depth. This option is only available when Use Cutter As is set to Tap.
Thread — Use to specify threads per preferred measurement. This option is only available when Use Cutter As is set to Tap.
or Pitch — Use to set the measurements independent of the threads. Only this option or Thread can be set but both cannot be active. This option is only available when Use Cutter As is set to Tap.
Direction — Use to set the rotational direction to the Right or to the Left. This option is only available when Use Cutter As is set to Tap.
Lead Tolerance — Use to set a percentage tolerance. Maximum allowable percentage is 100 and minimum allowable is 0. This option is only available when Use Cutter As is set to Tap.
Forms — Use to specify desired measurement. Current options include Unified (Inch), ISO (metric), Whitworth (British standard), Acme, and Buttress. This option is only available when Use Cutter As is set to Tap.
Flute Length — Use to specify the length of the tool. If Use Cutter As is set to Tap, Flute Length value is counted as a Thread Length value instead.
Color — The Color icon, enables you to specify a color for that particular tool (options currently include Cutter and Shank). The color of the Color icon shows the current color of the tool. To change the color, click on the (Color Palette) icon to display the color palette window shown below.
Click on a color in the color palette window, to specify the color for the tool. The color palette window will close and the right side of the (Color Palette) icon in the Color window will update to reflect the selected color.
To close the color palette window without changing the color, click on the ![]() in the upper right corner of the color palette window.
in the upper right corner of the color palette window.
Teeth — Number of Teeth defined for Hole Making Tool.
Spindle Direction — Use to specify the appropriate spindle rotation direction for the tool. Choose either CW (clockwise) or CCW (counterclockwise).
📝 NOTE: For revolved milling cutters, CW/CCW is defined looking down (negative Z) the tool axis.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
Cutter Material — Use to specify the material that the cutter is made of. Select the material type from the pull-down list.
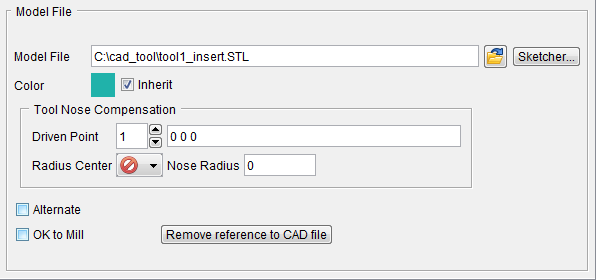
Insert models created using the Import CAD Tool window
The Model File feature is accessed using the ![]() (Model File) icon on the Tool Component tab for Revolved Cutters, Polisher tools, Grinder tools, Dresser tools and Holders.
(Model File) icon on the Tool Component tab for Revolved Cutters, Polisher tools, Grinder tools, Dresser tools and Holders.
Revolved Cutters
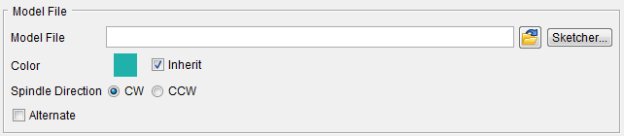
Polisher Tool, Grinder Tool, and Dresser Tool
Model File — Enter the /path/filename of the model file or click on the (Browse) icon to display the Open file selection window and use it to specify the /path/filename of the model file.
Sketcher — Displays the Profile Sketcher window enabling you to edit or create a "swept solid (.swp)" or "solid of revolution (.sor)" model file. This feature is only available the selected file is a SOR or SWEEP file type. To create a new SOR or SWEEP model file, clear the Model File text field and press Sketcher.
Normals — Select the normal direction from the pull-down list. Choose Outward or Inward. This feature is only available for Holder components.
Use as Shank — When toggled on (checked), this option treats a Holder as a shank.
Keep Shank with Cutter — When toggled on (checked), this option ensures a Holder defined as a shank (Holder-shank) remains attached to the cutter, even when either object is moved. Stated another way, Tool Manager regards the Cutter+Shank as a single object when moved.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Spindle Direction — Use to specify the spindle rotation direction. Choose CW (clockwise) or CCW (counterclockwise).
Do Not Spin with Spindle — When toggled "on" (checked), indicates that the holder component does not spin.
📝 NOTE: The Do Not Spin with Spindle feature is only available for Holder components.
Tool Nose Compensation —
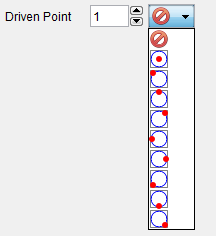
Driven Point — Use to specify the driven point position relative to radius center (9 compass position).
Specify the Driven Point ID from the number list.
Specify the center of the tool nose radius by clicking in the text field and entering the coordinates of the center point or selecting the center point in the Tool Display area.
📝 NOTES:
-
This is the same driven point displayed on the Tool Information tab.
-
When the first Driven Point in the list is modified the Qualified Dimensions are set to the same values, but not the other way around. Changing the Qualified Dimensions value does not change the Driven Point value.
Radius Center — Select the radius center position from the pull-down list.

Nose Radius — Enter the nose radius value in the Nose Radius text field.
📝 NOTE: Vericut will create a driven point, cutter comp and tool nose comp offsets from the Qualified Dimensions, Driven Point, and Nose Radius settings.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape. See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
Force Settings (Insert Cutters only)
Treat Cutting Portion as Insert — Toggle this option on (checked) to ensure proper accuracy in gauging Force for cutters with inserts. When this feature is in use, Helix Angle becomes Orientation Angle.
Helix Angle (Degree) — Enter the Helix angle in the text field.
Radial Rake (Degree) — Enter the radial rake angle (in degrees) in the Radial Rake text field.
Cutter Material — Use to specify the material that the cutter is made of. Select the material type from the pull-down list.
Edge Type — Use to specify the type of cutting edge that the cutter has from the pull-down list. Choose Serrated or Straight.
Tool Display Colors¶
The display color for tool components (cutters, inserts, and holders) in Tool Manager and all Vericut views is determined by the conditions described below:
- Tool components (Cutter or Holder) with Color set to a specific color (Inherit toggled “off”) on the Tool Definition window: Tool Component tab are displayed in the specified color both in Tool Manager and in all views in the Vericut graphics area when the component(s) are loaded in the “active” Spindle.
Color — Use the  (Color Palette) feature to specify a color for the tool component.
(Color Palette) feature to specify a color for the tool component.
The right side of the (Color Palette) icon shows the current color for the component. To change the color for the tool component, click on the (Color Palette) icon to display the color palette window shown below.
Click on a color in the color palette window, to specify the color for the tool component. The color palette will close and the right side of the  (Color Palette) icon in the Tool Definition window: Tool Component tab will update to reflect the selected color.
(Color Palette) icon in the Tool Definition window: Tool Component tab will update to reflect the selected color.
To close the color palette window without changing the color, click on the  in the upper right corner of the color palette.
in the upper right corner of the color palette.
The cuts made by cutter or insert components are also shaded with this color when Color Method, on the Color window: Cut Colors tab, is set to "Tool Color".
Available colors are defined in the Shade Colors list on the Color window: Define tab.
- Tool Holders with Color set to Inherit on the Tool Definition window: Tool Component tab will always be displayed with color number 5 from the Shade Color list on the Color window: Define tab. This applies both to holders displayed in Tool Manager and holders displayed in the Vericut graphics area when the tool is loaded in the “active” Spindle.

- Cutters or Inserts with Color set to Inherit on the Tool Definition window: Tool Component tab will be displayed with the "current" cut color, from the Cut Color Table on the Color window: Cut Colors tab, in the Vericut graphics area when the tool is loaded in the “active” Spindle.

See Color window in the Configuration tab section of Vericut Help for additional information.
Turrets and Tool Chains
The display color for tool components in turrets and tool chains are displayed is determined by the conditions described below:
- Tool components (Cutter or Holder) with Color set to a specific color on the Tool Definition window: Tool Component tab are displayed in the specified color. This applies both to tool components displayed in Tool Manager and tool components displayed in the Vericut graphics area when on a turret or tool chain.
Color — Use the (Color Palette) feature to specify a color for the tool component.
The right side of the (Color Palette) icon shows the current color for the component. To change the color for the tool component, click on the (Color Palette) icon to display the color palette window shown below.
Click on a color in the color palette window, to specify the color for the tool component. The color palette will close and the right side of the (Color Palette) icon in the Tool Definition window: Tool Component tab will update to reflect the selected color.
To close the color palette window without changing the color, click on the in the upper right corner of the color palette.
- Tool Holders with Color set to Inherit on the Tool Definition window: Tool Component tab will always be displayed with color number 5 from the Shade Color list on the Color window: Define tab. This applies both to holders displayed in Tool Manager and holders displayed in the Vericut graphics area when the tool is on a turret or tool chain.
- Cutters or Inserts with Color set to Inherit on the Tool Definition window: Tool Component tab will be displayed with color number 7 from the Shade Color list on the Color window: Define tab when initially loaded into a turret or tool chain or in Tool Manager.
- Cutters or Inserts with Color set to Inherit on the Tool Definition window: Tool Component tab will be displayed with the "current" cut color, from the Cut Color Table on the Color window: Cut Colors tab, when the tool is used to cut. Vericut does not know the tool's sequence until it is used to cut. The tools will then be displayed in this color when on a turret or tool chain.
See Color window in the Configuration tab section of Vericut Help for additional information.
Tool Component tab (Revolved Cutter)¶
Opened via adding, or modifying, a Revolved Cutter tool component, this tab is used to describe the shape of a selected "Cutter" component in a mill tool assembly. Options are available to define the cutter via parametric shapes, profile sketcher, or reference a cutter in another tool assembly.
Component Type — Use to specify the type of component you are creating. In this case a Revolved Cutter.
Tool shape icons — Selecting an icon configures the bottom half of the window to define the selected cutter shape.
Options:
![]() (Flat Bottom End Mill) — Opens the Flat Bottom End Mill feature definition panel enabling you to specify the cutter’s characteristics.
(Flat Bottom End Mill) — Opens the Flat Bottom End Mill feature definition panel enabling you to specify the cutter’s characteristics.
![]() (Ball Nose End Mill) — Opens the Ball Nose End Mill feature definition panel enabling you to specify the cutter’s characteristics.
(Ball Nose End Mill) — Opens the Ball Nose End Mill feature definition panel enabling you to specify the cutter’s characteristics.
![]() (Taper Ball Nose End Mill) — Opens the Taper Ball Nose End Mill feature definition panel enabling you to specify the cutter’s characteristics.
(Taper Ball Nose End Mill) — Opens the Taper Ball Nose End Mill feature definition panel enabling you to specify the cutter’s characteristics.
![]() (Bull Nose End Mill) — Opens the Bull Nose End Mill feature definition panel enabling you to specify the cutter’s characteristics.
(Bull Nose End Mill) — Opens the Bull Nose End Mill feature definition panel enabling you to specify the cutter’s characteristics.
![]() (Conical End Mill) — Opens the Conical End Mill feature definition panel enabling you to specify the cutter’s characteristics.
(Conical End Mill) — Opens the Conical End Mill feature definition panel enabling you to specify the cutter’s characteristics.
![]() (Spherical End Mill) — Opens the Spherical End Mill feature definition panel enabling you to specify the cutter’s characteristics.
(Spherical End Mill) — Opens the Spherical End Mill feature definition panel enabling you to specify the cutter’s characteristics.
![]() (7 Parameter) — Opens the 7 Parameter cutter feature definition panel enabling you to specify the cutter’s characteristics.
(7 Parameter) — Opens the 7 Parameter cutter feature definition panel enabling you to specify the cutter’s characteristics.
![]() (Revolve Profile) — Opens the Profile Sketcher window in “solid of revolution “mode enabling you to create Revolved Cutter components by rotating a defined profile around the Z- axis.
(Revolve Profile) — Opens the Profile Sketcher window in “solid of revolution “mode enabling you to create Revolved Cutter components by rotating a defined profile around the Z- axis.
See Profile Sketcher window in the Configure Model menu section of Vericut Help
![]() (Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
(Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
![]() (Model File) — The Model File Features enable you to use an existing model or create a new Sweep Solid or Solid of Revolution using the Profile Sketcher to define a tool component.
(Model File) — The Model File Features enable you to use an existing model or create a new Sweep Solid or Solid of Revolution using the Profile Sketcher to define a tool component.
📝 NOTE: STL cutters are not as accurate as Vericut tools. Try to avoid importing STL cutters unless absolutely necessary.
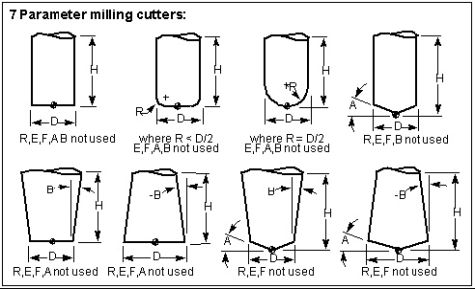
💡 Tips for defining milling cutters:
-
Diameter is measured from the intersection points of the cutter side with the bottom flat or angle.
-
D is automatically calculated when D=0, and the corner radius (R) and side angle (B) are specified. (Good tip for defining tapered endmills.)
- E and F are automatically calculated when diameter and corner radius are specified.
See Define a Revolved Cutter section of Vericut Help for information on creating revolved cutters.
See Assembly tab section for information on positioning, and orienting, a revolved cutter component in a milling tool assembly.
Force Settings
Treat Cutting Portion as Insert — Toggle this option on (checked) to ensure proper accuracy in gauging Force for cutters with inserts. When this feature is in use, Helix Angle becomes Orientation Angle.
Helix Angle (Degree) — Enter the Helix angle in the text field.
Radial Rake (Degree) — Enter the radial rake angle (in degrees) in the Radial Rake text field.
Cutter Material — Use to specify the material that the cutter is made of. Select the material type from the pull-down list.
Edge Type — Use to specify the type of cutting edge that the cutter has from the pull-down list. Choose Serrated or Straight.
Revolved Cutter, Flat Bottom End Mill¶
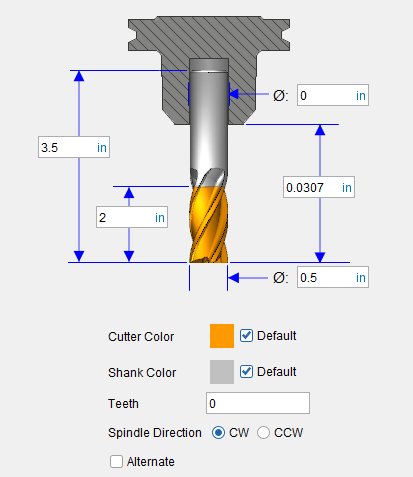
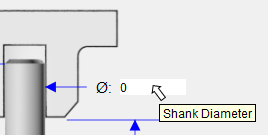
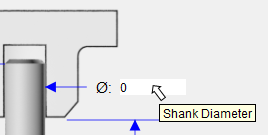
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
📝 NOTE: The acronyms in this section align to the ISO parameters in the ISO 13399 standard.
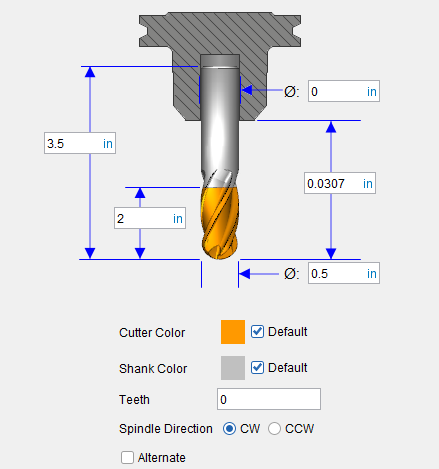
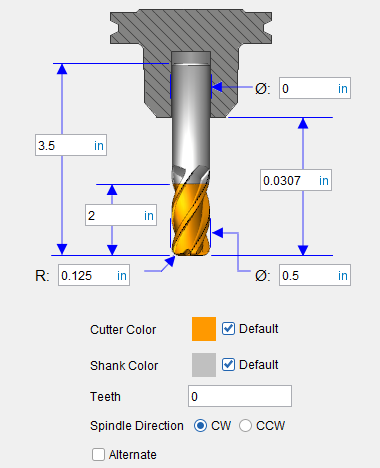
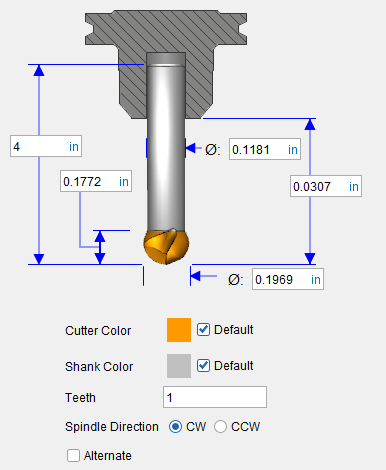
Height (OAL) — Use to specify the height of the tool.
Flute Length (LU) — Use to specify the length of the portion of the cutter having flutes, or teeth that can remove material. This value is measured from the bottom-most portion of the cutter. Zero assumes the entire cutter length has flutes, or teeth that can cut material. An error similar to "SHANK removed material..." is reported when the non-cutting portion of the cutter removes material. Material removed is shaded using the red Error color.
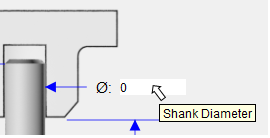
Shank Diameter (DCON) — Use to specify the diameter of the tool shank.
Stick-out Length (LGTA) — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the cutter to the bottom-most portion of the holder.
Cutting Diameter (DC) — Use to specify the diameter of the tool.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Spindle Direction — Use to specify the appropriate spindle rotation direction for the tool. Choose either CW (clockwise) or CCW (counterclockwise).
📝 NOTE: For revolved milling cutters, CW/CCW is defined looking down (negative Z) the tool axis.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
See Define a Revolved Cutter section of Vericut Help for information on creating revolved cutters.
See Assembly tab section for information on positioning, and orienting, a revolved cutter component in a milling tool assembly.
Revolved Cutter, Ball Nose End Mill¶
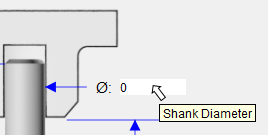
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
📝 NOTE: The acronyms in this section align to the ISO parameters in the ISO 13399 standard.
Height (OAL) — Use to specify the height of the tool.
Flute Length (LU) — Use to specify the length of the portion of the cutter having flutes, or teeth that can remove material. This value is measured from the bottom-most portion of the cutter. Zero assumes the entire cutter length has flutes, or teeth that can cut material. An error similar to "SHANK removed material..." is reported when the non-cutting portion of the cutter removes material. Material removed is shaded using the red Error color.
Shank Diameter (DCON) — Use to specify the diameter of the tool shank.
Stick-out Length (LGTA) — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the cutter to the bottom-most portion of the holder.
Cutting Diameter (DC) — Use to specify the diameter of the tool.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Spindle Direction — Use to specify the appropriate spindle rotation direction for the tool. Choose either CW (clockwise) or CCW (counterclockwise).
📝 NOTE: For revolved milling cutters, CW/CCW is defined looking down (negative Z) the tool axis.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
See Define a Revolved Cutter section of Vericut Help for information on creating revolved cutters.
See Assembly tab section for information on positioning, and orienting, a revolved cutter component in a milling tool assembly.
Revolved Cutter, Taper Ball Nose End Mill¶
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
📝 NOTE: The acronyms in this section align to the ISO parameters in the ISO 13399 standard.
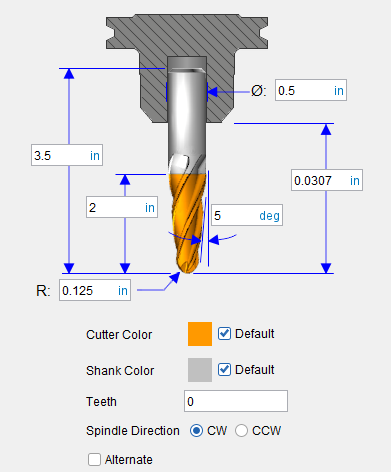
Height (OAL) — Use to specify the height of the tool.
Flute Length (LU) — Use to specify the length of the portion of the cutter having flutes, or teeth that can remove material. This value is measured from the bottom-most portion of the cutter. Zero assumes the entire cutter length has flutes, or teeth that can cut material. An error similar to "SHANK removed material..." is reported when the non-cutting portion of the cutter removes material. Material removed is shaded using the red Error color.
Nose Radius (RE) — The radius of the ball at the end of the cutter.
Shank Diameter (DCON) — Use to specify the diameter of the tool shank.
Stick-out Length (LGTA) — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the cutter to the bottom-most portion of the holder.
B — The taper angle of the tool.
Cutting Diameter (D) — Use to specify the diameter of the tool.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Spindle Direction — Use to specify the appropriate spindle rotation direction for the tool. Choose either CW (clockwise) or CCW (counterclockwise).
📝 NOTE: For revolved milling cutters, CW/CCW is defined looking down (negative Z) the tool axis.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
See Define a Revolved Cutter section of Vericut Help for information on creating revolved cutters.
See Assembly tab section for information on positioning, and orienting, a revolved cutter component in a milling tool assembly.
Revolved Cutter, Bull Nose End Mill¶
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
📝 NOTE: The acronyms in this section align to the ISO parameters in the ISO 13399 standard.
Height (OAL) — Use to specify the height of the tool.
Flute Length (LU) — Use to specify the length of the portion of the cutter having flutes, or teeth that can remove material. This value is measured from the bottom-most portion of the cutter. Zero assumes the entire cutter length has flutes, or teeth that can cut material. An error similar to "SHANK removed material..." is reported when the non-cutting portion of the cutter removes material. Material removed is shaded using the red Error color.
Nose Radius (RE) — Use to specify the corner radius of the tool.
Shank Diameter (DCON) — Use to specify the diameter of the tool shank.
tick-out Length (LGTA) — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the cutter to the bottom-most portion of the holder.
Cutting Diameter (DC) — Use to specify the diameter of the tool.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Spindle Direction — Use to specify the appropriate spindle rotation direction for the tool. Choose either CW (clockwise) or CCW (counterclockwise).
📝 NOTE: For revolved milling cutters, CW/CCW is defined looking down (negative Z) the tool axis.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
See Define a Revolved Cutter section of Vericut Help for information on creating revolved cutters.
See Assembly tab section for information on positioning, and orienting, a revolved cutter component in a milling tool assembly.
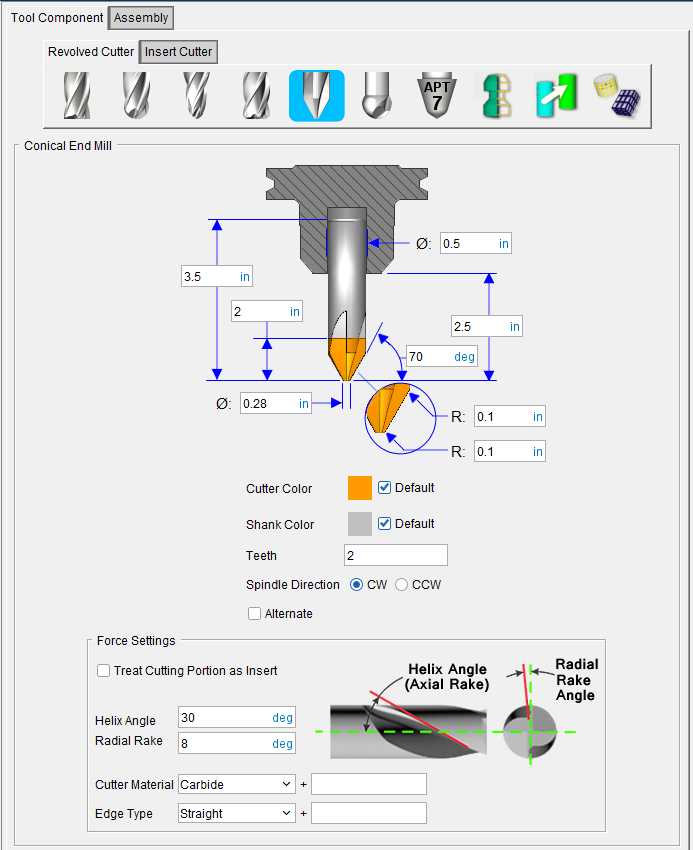
Revolved Cutter, Conical End Mill¶
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
📝 NOTE: The acronyms in this section align to the ISO parameters in the ISO 13399 standard.
Height (OAL) — Use to specify the height of the tool.
Flute Length (LU) — Use to specify the length of the portion of the cutter having flutes, or teeth that can remove material. This value is measured from the bottom-most portion of the cutter. Zero assumes the entire cutter length has flutes, or teeth that can cut material. An error similar to "SHANK removed material..." is reported when the non-cutting portion of the cutter removes material. Material removed is shaded using the red Error color.
Shank Diameter (DCON) — Use to specify the diameter of the tool shank.
Stick-out Length (LGTA) — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the cutter to the bottom-most portion of the holder.
Cutting Diameter (DC) — Use to specify the diameter of the tool.
Upper Corner Radius (REN) — Use to specify the corner radius of the tool that touches the flute.
Lower Corner Radius (RE) — Use to specify the corner radius of the tool that will machine.
Cutter Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Shank Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Teeth — Use to specify number of teeth.
Spindle Direction — Use to specify the appropriate spindle rotation direction for the tool. Choose either CW (clockwise) or CCW (counterclockwise).
📝 NOTE: For revolved milling cutters, CW/CCW is defined looking down (negative Z) the tool axis.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
See Define a Revolved Cutter section of Vericut Help for information on creating revolved cutters.
See Assembly tab section for information on positioning, and orienting, a revolved cutter component in a milling tool assembly.
Revolved Cutter, Spherical End Mill¶
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
📝 NOTE: The acronyms in this section align to the ISO parameters in the ISO 13399 standard.
Height (OAL) — Use to specify the height of the tool.
Flute Length (LU) — Use to specify the length of the portion of the cutter having flutes, or teeth that can remove material. This value is measured from the bottom-most portion of the cutter. Zero assumes the entire cutter length has flutes, or teeth that can cut material. An error similar to "SHANK removed material..." is reported when the non-cutting portion of the cutter removes material. Material removed is shaded using the red Error color.
Shank Diameter (DCON) — Use to specify the diameter of the tool shank.
Stick-out Length (LGTA) — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the cutter to the bottom-most portion of the holder.
Cutting Diameter (DC) — Use to specify the diameter of the tool.
Cutter Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Shank Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Teeth — Use to specify number of teeth.
Spindle Direction — Use to specify the appropriate spindle rotation direction for the tool. Choose either CW (clockwise) or CCW (counterclockwise).
📝 NOTE: For revolved milling cutters, CW/CCW is defined looking down (negative Z) the tool axis.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
See Define a Revolved Cutter section of Vericut Help for information on creating revolved cutters.
See Assembly tab section for information on positioning, and orienting, a revolved cutter component in a milling tool assembly.
Revolved Cutter, 7 Parameter¶
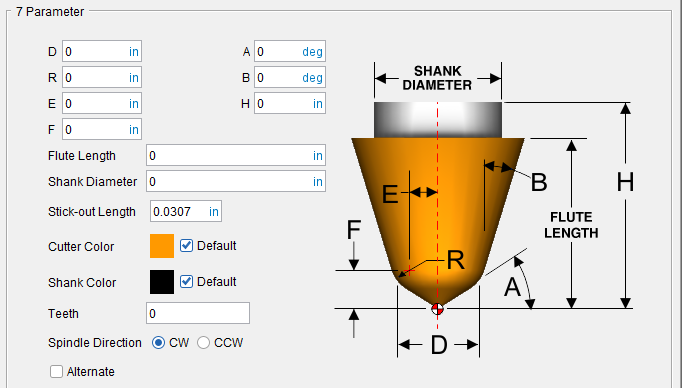
D, R, E, F, A, B, H — Use the associated text fields to specify the parameters shown in the picture above.
Flute Length — Use to specify the length of the portion of the cutter having flutes, or teeth that can remove material. This value is measured from the bottom-most portion of the cutter. Zero assumes the entire cutter length has flutes, or teeth that can cut material. An error similar to "SHANK removed material..." is reported when the non-cutting portion of the cutter removes material. Material removed is shaded using the red Error color.
Shank Diameter — Use to specify the diameter of the tool shank.
Stick-out Length — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the cutter to the bottom-most portion of the holder.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Spindle Direction — Use to specify the appropriate spindle rotation direction for the tool. Choose either CW (clockwise) or CCW (counterclockwise).
📝 NOTE: For revolved milling cutters, CW/CCW is defined looking down (negative Z) the tool axis.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
Examples of cutter shapes that can be defined via the 7 Parameter option:
See Define a Revolved Cutter section of Vericut Help for information on creating revolved cutters.
See Assembly tab section for information on positioning, and orienting, a revolved cutter component in a milling tool assembly.
Tool Component tab (Mill Insert)¶
Opened via adding or modifying a Milling Insert tool component, this tab is used to describe the insert shape for the "Cutter" component in a Mill tool assembly. Options are available to define the cutter insert via ISO standard shapes, profile sketcher, or reference a cutter insert in another tool assembly.
Tool shape icons — Selecting an icon configures the bottom half of the window enabling you to define the selected cutter shape. Options:
![]() (General Insert) — Displays the General Insert Features window enabling you to define ISO standard insert shapes.
(General Insert) — Displays the General Insert Features window enabling you to define ISO standard insert shapes.
See General Insert features window in the Tool Component tab section of Vericut Help.
![]() (Sweep Profile) — Displays the Profile Sketcher window in “sweep solid ”mode enabling you to create Cutter components by defining a profile to be swept a specific distance to create the cutter insert.
(Sweep Profile) — Displays the Profile Sketcher window in “sweep solid ”mode enabling you to create Cutter components by defining a profile to be swept a specific distance to create the cutter insert.
See Profile Sketcher window in the Configure Model tab section of Vericut Help.
![]() (Reference) — Displays the Reference Features window enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
(Reference) — Displays the Reference Features window enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
See Reference Features in the Tool Component tab (Common Features) section of Vericut Help.
![]() (Model File) — Displays the Model File Features window enabling you to use an existing model or create a new Sweep Solid or Solid of Revolution using the Profile Sketcher to define a tool component.
(Model File) — Displays the Model File Features window enabling you to use an existing model or create a new Sweep Solid or Solid of Revolution using the Profile Sketcher to define a tool component.
See Model File Features in the Tool Component tab (Common Features) section of Vericut Help.
📝 NOTES:
-
For inserted milling cutters, tool spinning direction is determined by the insert thickness direction.
-
Vericut uses a pre-defined "Relief Angle" of 5 degrees for all tool inserts created with Tool Manager.
See Define Inserts for a Mill Tool section of Vericut Help for information on creating inserted milling tools.
See Assembly tab section for information on positioning, and orienting, a mill insert component in a milling tool assembly.
Force Settings
Treat Cutting Portion as Insert — Toggle this option on (checked) to ensure proper accuracy in gauging Force for cutters with inserts. When this feature is in use, Helix Angle becomes Orientation Angle. This option is toggled on (checked) by default for cutters.
Helix Angle (Degree) — Enter the Helix angle in the text field.
Radial Rake (Degree) — Enter the radial rake angle (in degrees) in the Radial Rake text field.
Cutter Material — Use to specify the material that the cutter is made of. Select the material type from the pull-down list.
Edge Type — Use to specify the type of cutting edge that the cutter has from the pull-down list. Choose Serrated or Straight.
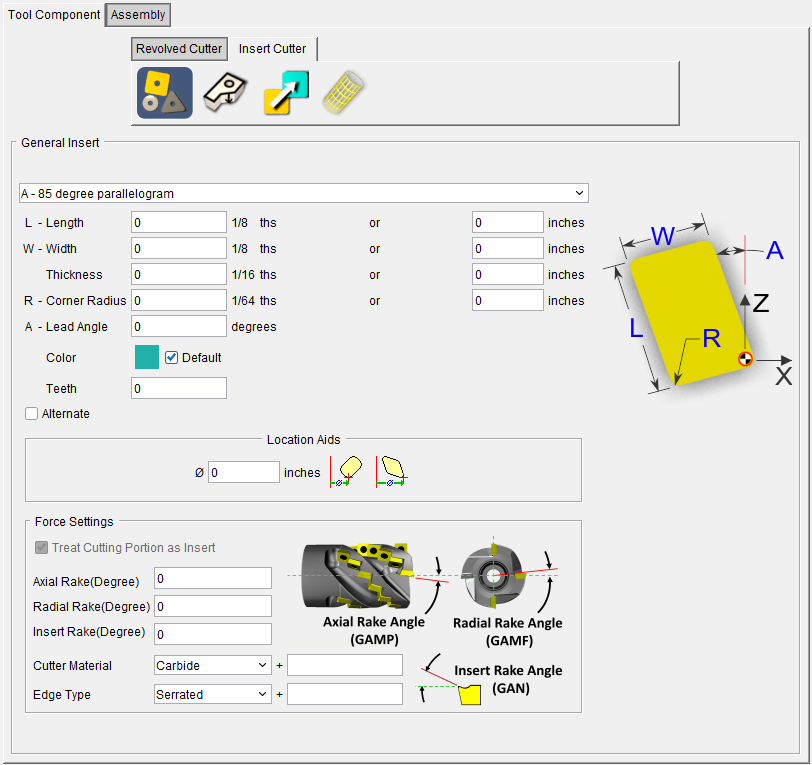
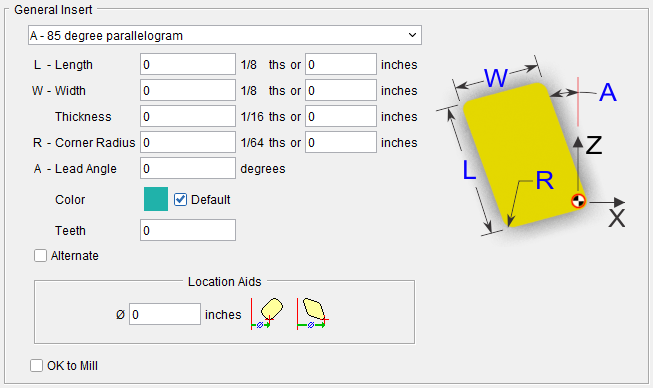
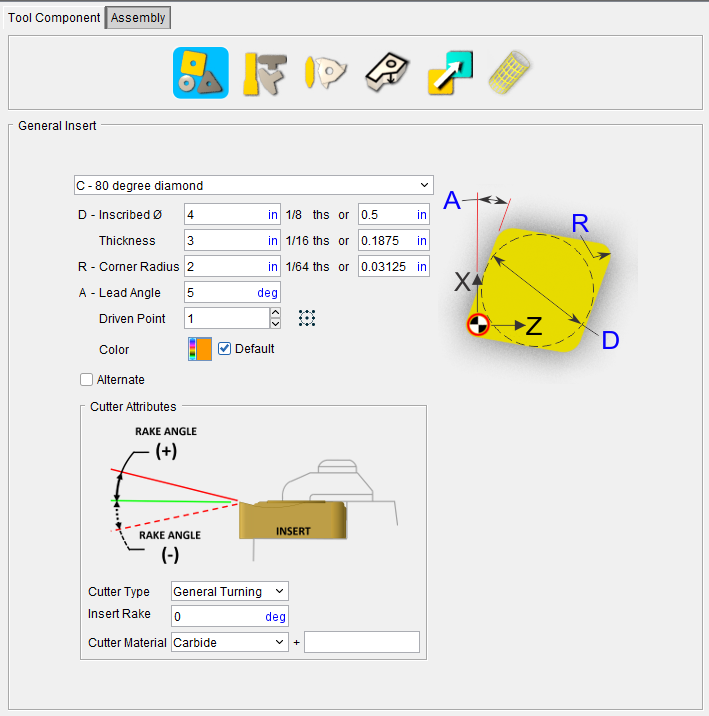
General Insert Features¶
Accessed using the ![]() (General Insert) icon on the Mill Insert Tool Component tab, or by adding a Mill Tool with Cutter Body tool assembly tool definition window, the General Insert features enable you to define "ISO standard", as well as "custom" tool insert shapes.
(General Insert) icon on the Mill Insert Tool Component tab, or by adding a Mill Tool with Cutter Body tool assembly tool definition window, the General Insert features enable you to define "ISO standard", as well as "custom" tool insert shapes.
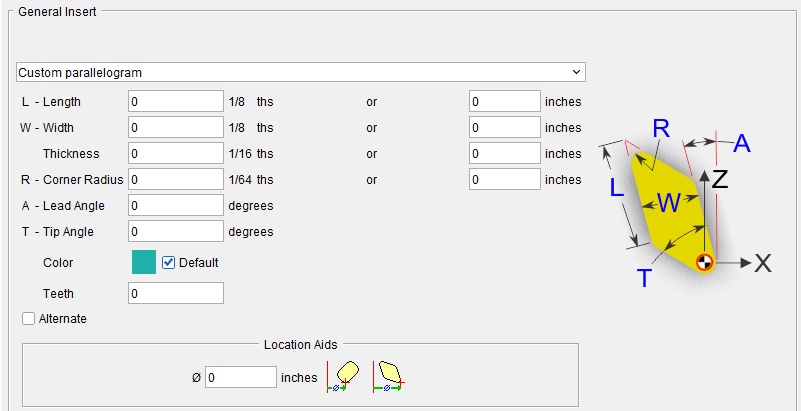
General Insert Features for Mill Inserts
The parameters and diagram displayed in the General Insert panel will vary depending on the insert type selected from the pull–down list. Only the parameters required to describe a particular insert type will be displayed. Select the desired insert type from the pull-down list. Below are common letters used in defining a parallelogram's shape listed alphabetically and what value the letter corresponds to:
-
A - Angle (sometimes Lead Angle)
-
D - Diameter
-
L - Length
-
R - Radius (sometimes Corner Radius)
-
T - Tip Angle
-
W - Width Thickness
📝 NOTE: Vericut uses a pre-defined "Relief Angle" of 5 degrees for all tool inserts created with Tool Manager.
In addition to these measurements, various other features can be set:
Color —Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Teeth — The number of teeth for the tool is automatically entered based on the Teeth value in the “active” optimization record associated with the tool/tool assembly.
📝 NOTE: You have the ability to manually edit the number of teeth by typing in a value but be aware that if the number of teeth entered does not match the number of teeth specified in the optimization record, the tool will not be optimized.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape. See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
Location Aids
These features are only available for mill Inserts. They enable you to easily position the insert with respect to the tool diameter.
![]() (Diameter) — Use this text field to specify the diameter of the tool. This feature is not available on the Mill Tool with Cutter Body.
(Diameter) — Use this text field to specify the diameter of the tool. This feature is not available on the Mill Tool with Cutter Body.
 (Locate by nominal diameter) — Positions the center of the insert corner radius on the tool diameter.
(Locate by nominal diameter) — Positions the center of the insert corner radius on the tool diameter.
 (Locate by outside diameter) — Positions the outside edge of the insert on the tool diameter.
(Locate by outside diameter) — Positions the outside edge of the insert on the tool diameter.
Mill Tool with Cutter Body window¶
Opened via adding a Mill Tool with Cutter Body tool assembly, this tool definition window enables you to quickly and easily define inserted milling tools for your tool library.
General Insert — The General Insert portion of the Mill Tool with Cutter Body tool definition window enable you to easily define "ISO standard", as well as "custom" tool insert shapes.
See Define Inserts for a Mill Tool section of Vericut Help for information about using the Milling Insert window.
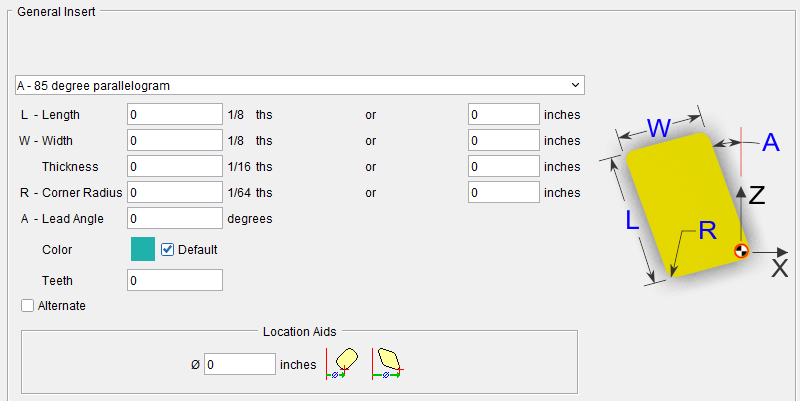
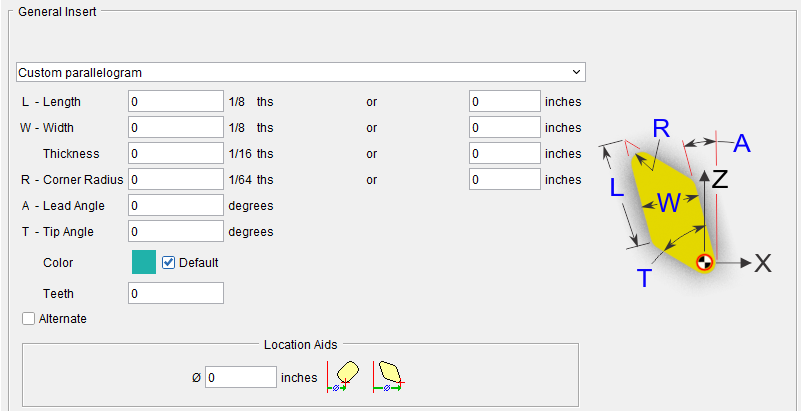
Mill Tool General Insert Features¶
The General Insert features enable you to easily define "ISO standard", as well as "custom" tool insert shapes. The parameters and diagram will vary depending on the Insert Type selected from the pull-down list. Only the parameters required to describe a particular insert type will be displayed. Use the diagram to identify what measurement each parameter represents. Many of the features here are similar to General Insert Features above.
The parameters and diagram displayed in the General Insert panel will vary depending on the insert type selected from the pull –down list. Only the parameters required to describe a particular insert type will be displayed. Select the desired insert type from the pull-down list.
📝 NOTE: Vericut uses a pre-defined "Relief Angle" of 5 degrees for all tool inserts created with Tool Manager.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Teeth — The number of teeth for the tool is automatically entered based on the Teeth value in the “active” optimization record associated with the tool/tool assembly.
📝 NOTE: You have the ability to manually edit the number of teeth by typing in a value but be aware that if the number of teeth entered does not match the number of teeth specified in the optimization record, the tool will not be optimized.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape. See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
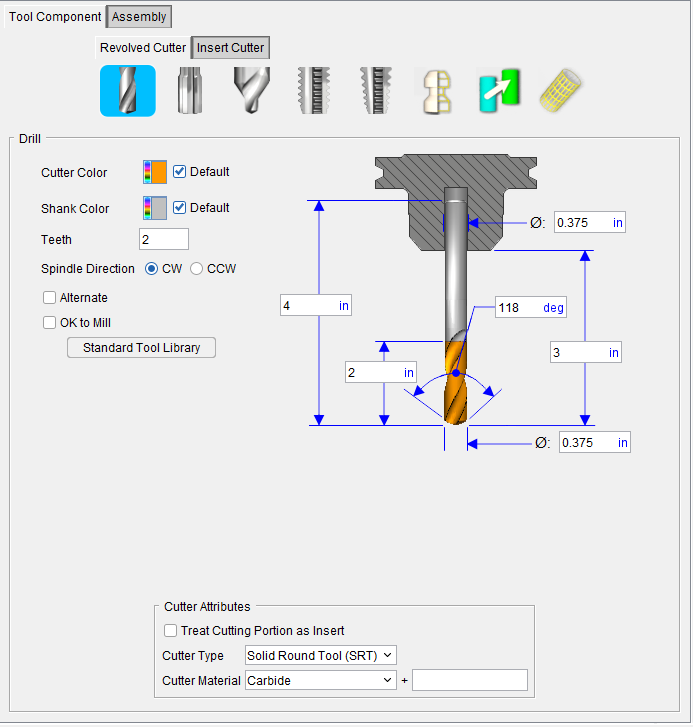
Tool Component tab (Hole Making Tool)¶
Opened via adding or modifying a Hole -Making tool, this tab is used to describe the shape for the "Cutter" component in a Hole-making tool assembly. Options are available to define the cutter via parametric shapes, profile sketcher, or reference a cutter in another tool assembly.
Tool shape icons — Selecting an icon configures the bottom half of the window to define the selected cutter shape.
 (Drill) — Opens the Drill feature definition panel enabling you to specify the cutter’s characteristics.
(Drill) — Opens the Drill feature definition panel enabling you to specify the cutter’s characteristics.
 (Reamer) — Opens the Reamer feature definition panel enabling you to specify the cutter’s characteristics.
(Reamer) — Opens the Reamer feature definition panel enabling you to specify the cutter’s characteristics.
 (Center Drill) — Opens the Center Drill feature definition panel enabling you to specify feature definition panel enabling you to specify the cutter’s characteristics.
(Center Drill) — Opens the Center Drill feature definition panel enabling you to specify feature definition panel enabling you to specify the cutter’s characteristics.
 (Tap) — Opens the Tap Tool feature definition panel enabling you to specify the cutter’s characteristics.
(Tap) — Opens the Tap Tool feature definition panel enabling you to specify the cutter’s characteristics.
 (Revolve Profile) — Opens the Profile Sketcher window in “solid of revolution” mode enabling you to create Revolved Cutter components by rotating a defined profile around the Z- axis.
(Revolve Profile) — Opens the Profile Sketcher window in “solid of revolution” mode enabling you to create Revolved Cutter components by rotating a defined profile around the Z- axis.
See Profile Sketcher window in the Configure Model tab section of Vericut Help.
![]() (General Insert) — Displays the General Insert features panel enabling you to define ISO standard insert shapes.
(General Insert) — Displays the General Insert features panel enabling you to define ISO standard insert shapes.
![]() (Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
(Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
![]() (Model File) — The Model File Features enable you to use an existing model or create a new Sweep Solid or Solid of Revolution using the Profile Sketcher to define a tool component.
(Model File) — The Model File Features enable you to use an existing model or create a new Sweep Solid or Solid of Revolution using the Profile Sketcher to define a tool component.
See Define a Hole Making Cutter section of Vericut Help for information on creating inserted milling tools.
See Assembly tab section for information on positioning, and orienting, a mill insert component in a milling tool assembly.
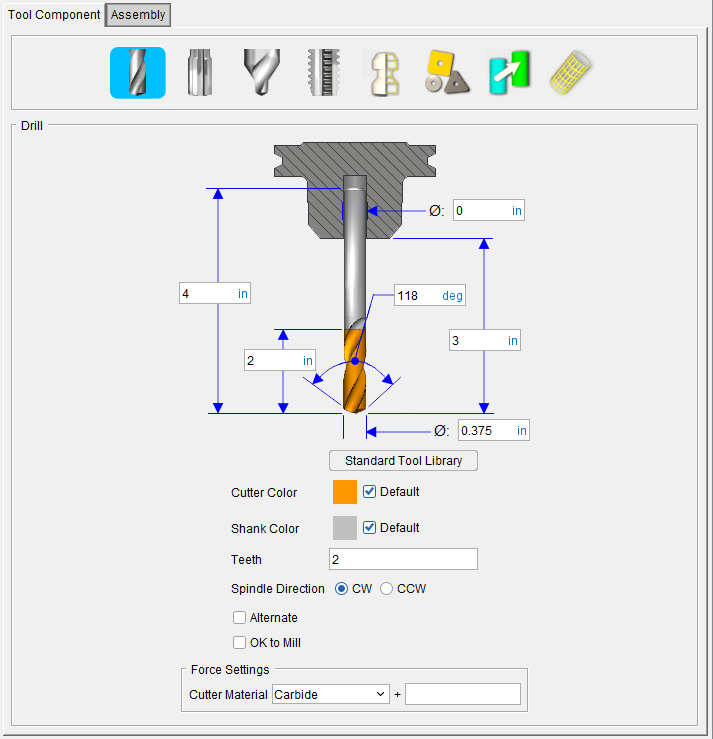
Hole Making Tool, Drill¶
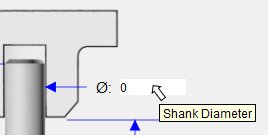
Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
📝 NOTE: The acronyms in this section align to the ISO parameters in the ISO 13399 standard.
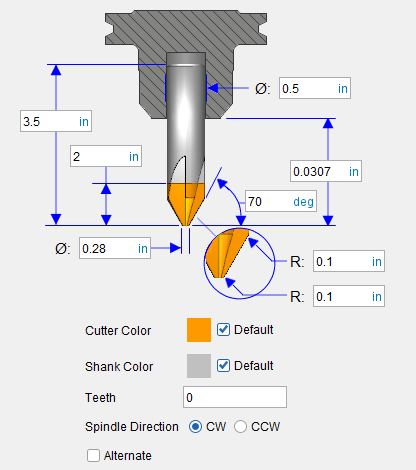
Height (OAL) — Use to specify the height of the tool.
Flute Length (LU) — Use to specify the length of the portion of the cutter having flutes, or teeth that can remove material. This value is measured from the bottom-most portion of the cutter. Zero assumes the entire cutter length has flutes, or teeth that can cut material. An error similar to "SHANK removed material..." is reported when the non-cutting portion of the cutter removes material. Material removed is shaded using the red Error color.
Shank Diameter (DCON) — Use to specify the diameter of the tool shank.
Drill Point Angle (SIG) — Use to specify the angle of the drill point.
Stick-out Length (LGTA) — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the cutter to the bottom-most portion of the holder.
Cutting Diameter (DC) — Use to specify the diameter of the tool.
Standard Tool Library — Displays the Standard Tool window enabling you to select a drill from a Standard Tool Library of drills. Selecting a drill from the Standard Tool Library will automatically enter all of the parameters required to define the drill.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Teeth — The number of teeth for the tool is automatically entered based on the Teeth value in the “active” optimization record associated with the tool/tool assembly.
📝 NOTE: You have the ability to manually edit the number of teeth by typing in a value but be aware that if the number of teeth entered does not match the number of teeth specified in the optimization record, the tool will not be optimized.
Spindle Direction — Use to specify the appropriate spindle rotation direction for the tool. Choose either CW (clockwise) or CCW (counterclockwise).
📝 NOTE: For drills, CW/CCW is defined looking down (negative Z) the tool axis.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
OK to Mill — When toggled “on” (checked), the OK to Mill feature overrides the default check for axial cuts only (hole making) enabling you to machine with a drill other than along the tool axis, for example using a drill tool to chamfer.
See Define a Hole Making Cutter section of Vericut Help for information on creating inserted milling tools.
See Assembly tab section for information on positioning, and orienting, a mill insert component in a milling tool assembly.
Hole Making Tool, Reamer¶
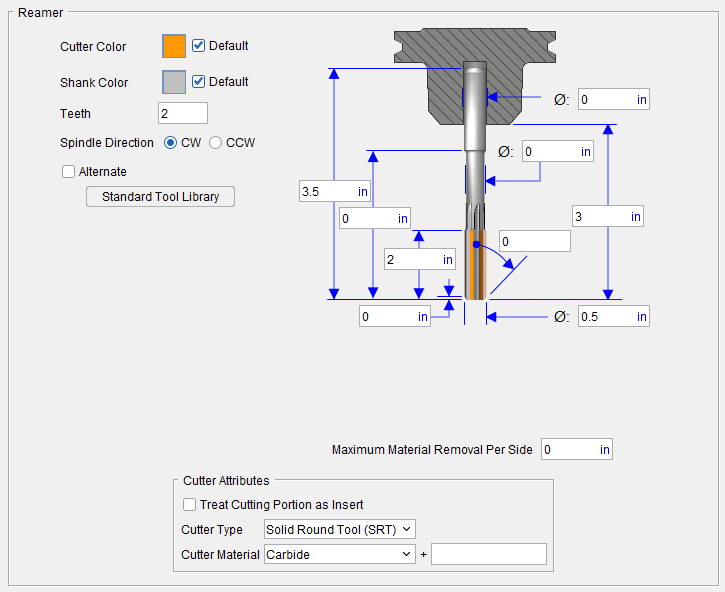
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
📝 NOTE: The acronyms in this section align to the ISO parameters in the ISO 13399 standard.
Height (OAL) — Use to specify the height of the tool.
Neck Length (LB) — Use to specify the length of the tool neck.
Flute Length (LU) — Use to specify the length of the portion of the cutter having flutes, or teeth that can remove material. This value is measured from the bottom-most portion of the cutter. Zero assumes the entire cutter length has flutes, or teeth that can cut material. An error similar to "SHANK removed material..." is reported when the non-cutting portion of the cutter removes material. Material removed is shaded using the red Error color.
Chamfer Height (PLGL) — Use to specify the height of the chamfer at the end of the tool.
Shank Diameter (DCON) — Use to specify the diameter of the tool shank.
Neck Diameter (ND) — Use to specficy the diameter of the tool neck.
Stick-out Length (LGTA) — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the cutter to the bottom-most portion of the holder.
Plug Angle (PLGANG) — Use to specify the angle of the chamfer at the end of the tool. Default value is 45. If the Chamfer Height value is 0, Plug Angle will not display the chamfer in the geometry.
Cutting Diameter (DC) — Use to specify the diameter of the tool.
Standard Tool Library — Displays the Standard Tool window enabling you to select a reamer from a Standard Tool Library of reamers. Selecting a reamer from the Standard Tool Library will automatically enter all of the parameters required to define the reamer.
Maximum Material Removal — Use to specify the maximum amount of material that can be removed by the reamer. If this field is set to 0, no material will be removed.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Spindle Direction — Use to specify the appropriate spindle rotation direction for the tool. Choose either CW (clockwise) or CCW (counterclockwise).
📝 NOTE: For reamers, CW/CCW is defined looking down (negative Z) the tool axis.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
OK to Mill — When toggled “on” (checked), the OK to Mill feature overrides the default check for axial cuts enabling you to machine with a Hole Making Tool other than along the tool axis.
See Define a Hole Making Cutter section of Vericut Help for information on creating inserted milling tools.
See Assembly tab section for information on positioning, and orienting, a mill insert component in a milling tool assembly.
Hole Making Tool, Center Drill¶
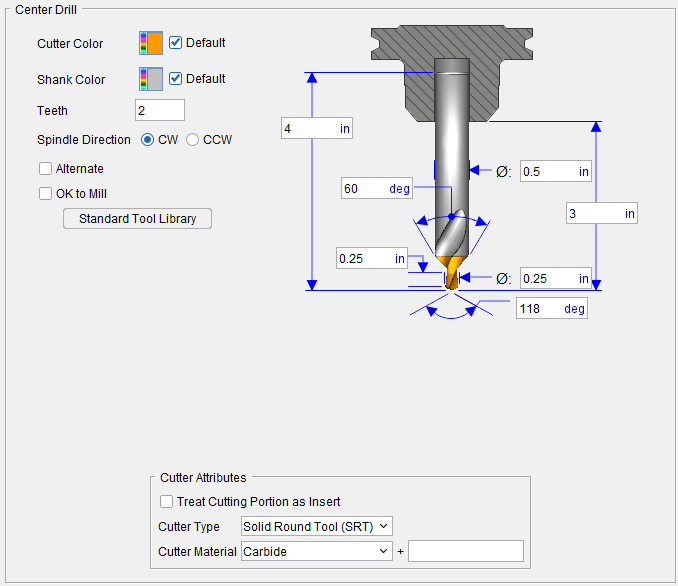
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
📝 NOTE: The acronyms in this section align to the ISO parameters in the ISO 13399 standard.
Height (OAL) — Use to specify the height of the tool.
Chamfer Angle (STA) — Use to specify the angle of the countersink portion of the tool.
Pilot Length (SDL) — Use to specify the length of the pilot drill.
Shank Diameter (DCON) — Use to specify the diameter of the tool shank.
Stick-out Length (LGTA) — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the cutter to the bottom-most portion of the holder.
Cutting Diameter (DC) — Use to specify the diameter of the tool.
Pilot Angle (SIG) — Use to specify the angle at the end of the pilot drill.
Standard Tool Library — Displays the Standard Tool window enabling you to select a center drill from a Standard Tool Library of center drills. Selecting a center drill from the Standard Tool Library will automatically enter all of the parameters required to define the center drill.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Teeth — The number of teeth for the tool is automatically entered based on the Teeth value in the “active” optimization record associated with the tool/tool assembly.
📝 NOTE: You have the ability to manually edit the number of teeth by typing in a value but be aware that if the number of teeth entered does not match the number of teeth specified in the optimization record, the tool will not be optimized.
Spindle Direction — Use to specify the appropriate spindle rotation direction for the tool. Choose either CW (clockwise) or CCW (counterclockwise).
📝 NOTE: For center drills CW/CCW is defined looking down (negative Z) the tool axis.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
OK to Mill — When toggled “on” (checked), the OK to Mill feature overrides the default check for axial cuts only (hole making) enabling you to machine with a drill other than along the tool axis, for example using a drill tool to chamfer.
See Define a Hole Making Cutter section of Vericut Help for information on creating inserted milling tools.
See Assembly tab section for information on positioning, and orienting, a mill insert component in a milling tool assembly.
Hole Making Tool, Tap¶
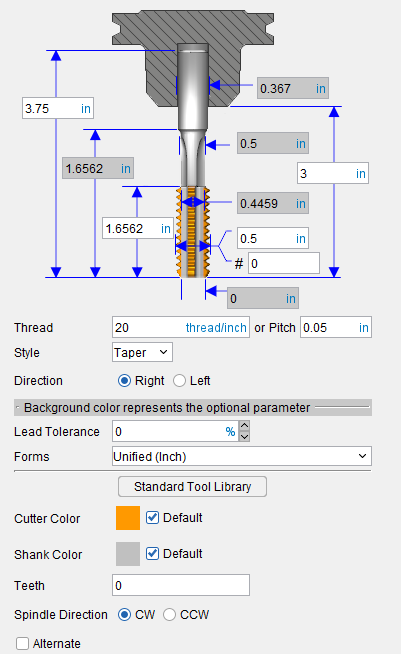
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
Overall Length (OAL) — Use to specify the overall length of the tool.
Usable Length (LU) — Use to specify the distance between the shank and the threaded portion of the tap.
Thread Length (THL) — Use to specify the length of the threaded portion of the tool.
Shank Diameter (DCON) — Use to specify the diameter of the tool shank.
Neck Diameter (DN) — Use to specify the diameter of the tool’s neck area.
Minor Diameter — Use to specify the minor diameter of the thread
Major Diameter (TD) — Use to specify the major diameter of the thread.
Screw Thread Size — Use to specify the major diameter using the “Numeric Size” of the thread, for example #6.
Stick-out Length (LGTA) — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the cutter to the bottom-most portion of the holder.
Tip Diameter (TCPD) — Use to specify the diameter if the tool at the tip of the threaded portion of the tool.
Thread — Use to specify the distance between adjacent threads. Enter either the number of threads per threads/inch or by the thread’s Pitch (distance between adjacent threads in mm).
Pitch (TP) — Use to specify the pitch.
Style — Use to specify the style of tap. Choose Taper, Plug or Bottom from the pull-down list.
Direction — Use to specify the direction (hand) of the thread. Choose Right or Left.
Optional Parameters — The following parameters are optional when defining a tap tool:
-
Lead Tolerance — Use to specify the lead tolerance as a percent. The lead tolerance is the amount of advancement for one revolution. For a single start thread the "Lead" equals the "pitch". For a double start thread the "Lead" is twice the "pitch". The tolerance is necessary in some cases because of computer round off and the number of decimal places available which in some cases may not always being "exact".
For example, a ¼"-28 thread:
1/28 = 0.035714, thus what do you program: 0.0357 or 0.0358, diff of 0.0001, for a percent of: 0.0001 / 0.0357 = 0.0028 or 0.28%, or 1% for the Lead Tolerance. -
Forms — Use to specify the thread form. Select the thread form from the pull-down list. Choose one of the following: Unified (Inch), ISO (Metric), Whitworth (British standard), Acme or Buttress.
Standard Tool Library — Displays the Standard Tool window enabling you to select a tap from a Standard Tool Library of tap tools. Selecting a tap from the Standard Tool Library will automatically enter all of the parameters required to define the tap.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Teeth — The number of teeth for the tool is automatically entered based on the Teeth value in the “active” optimization record associated with the tool/tool assembly.
📝 NOTE: You have the ability to manually edit the number of teeth by typing in a value but be aware that if the number of teeth entered does not match the number of teeth specified in the optimization record, the tool will not be optimized.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
See Define a Hole Making Cutter section of Vericut Help for information on creating inserted milling tools.
See Assembly tab section for information on positioning, and orienting, a mill insert component in a milling tool assembly.
Standard Tool Library window¶
Location:
Tool Manager window > Standard Hole Making button
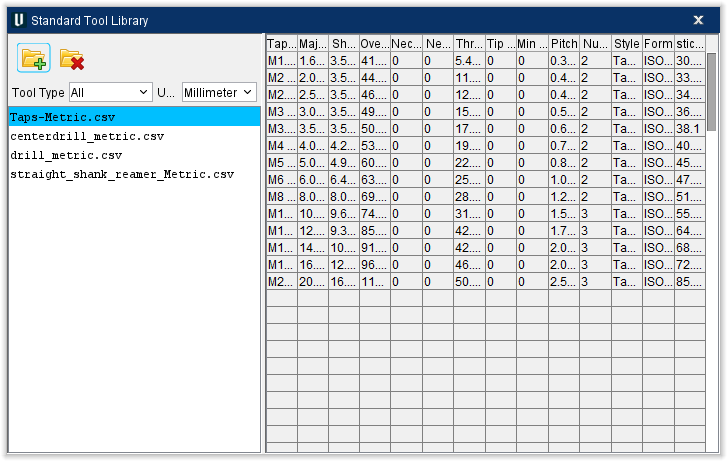
The Standard Tool Library feature, in the Standard Hole Making tool definition windows, displays the Standard Tool window enabling you to display a Standard Tool Library file containing a list of "standard" tools.
Selecting a tool from the Standard Tool Library will automatically enter all of the parameters required to define the tool in the Hole Making Tool definition window.
The following Standard Tool libraries are included in the Library folder of your Vericut installation.
centerdrill_inch.csv
centerdrill_metric.csv
drill_inch.csv
drill_metric.csv
straight_shank_reamer_inch.csv
straight_shank_reamer_Metric.csv
Taps-Inch.csv
Taps-Metric.csv
You can also create your own Standard Tool library. Standard Tool list is populated from information provided in CSV (Comma Separated Values) formatted files.
A tool record, populated with the necessary fields, must be included for each "standard" tool that is to appear in the tool list. Use the included Tool Library files as a guide.
![]() (Add Tool Library File) — Use to display the Open file selection window enabling you to select the Standard Tool Library file to be added to the Standard Tool window.
(Add Tool Library File) — Use to display the Open file selection window enabling you to select the Standard Tool Library file to be added to the Standard Tool window.
 (Remove Tool Library File) — Use to remove the highlighted Standard Tool Library file from the Standard Tool window.
(Remove Tool Library File) — Use to remove the highlighted Standard Tool Library file from the Standard Tool window.
Tool Type — Use to specify the type of Standard Tool. Select one of the following (Drill, Reamer, Center Drill, Tap) from the pull-down list.
Unit — Use to specify the units for the tool. Select Inch or Millimeter from the pull-down list.
Hole Making Tool, General Insert Features¶
Accessed using the ![]() (General Insert) icon on the Hole Making Tools Tool Component tab, the General Insert features enable you to define "ISO standard", as well as "custom" tool insert shapes.
(General Insert) icon on the Hole Making Tools Tool Component tab, the General Insert features enable you to define "ISO standard", as well as "custom" tool insert shapes.
General Insert Features for Hole Making Tools
The parameters and diagram will vary depending on the Insert Type selected from the list. Only the parameters required to describe a particular insert type will be displayed. Select the desired insert type from the pull-down list. Below are common letters used in defining a parallelogram's shape listed alphabetically and what value the letter corresponds to:
-
A - Angle (sometimes Lead Angle)
-
D - Diameter
-
L - Length
-
R - Radius (sometimes Corner Radius)
-
T - Tip Angle
-
W - Width Thickness
📝 NOTE: Vericut uses a pre-defined "Relief Angle" of 5 degrees for all tool inserts created with Tool Manager.
Driven Point — Use to specify the driven point for the insert. You can specify multiple driven points. Use the number box to specify which driven point that you are defining. In the picture below, driven point 2 is being defined. Select the desired driven point location for each driven point from the pull-down list. This feature is only available for Turn inserts.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape. See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
OK to Mill — When toggled “on” (checked), the OK to Mill feature overrides the default check for axial cuts only enabling you to machine with a Hole Making Tool other than along the tool axis.
Tool Component tab (Turn Insert)¶
Opened via adding or modifying a turning Insert Cutter tool component, this tab is used to describe the insert shape for the "Cutter" component in a turning tool assembly. Options are available to define the cutter insert via ISO standard shapes, profile sketcher, or reference a cutter insert in another tool assembly.
Component Type — Use to specify the type of component you are creating. In this case an Insert Cutter for a turning tool.
ID — Use to specify the ID for the component you are creating. If not specified, Vericut will assign a unique default ID.
Tool shape icons — Selecting an icon configures the bottom half of the window to define the selected cutter shape.
Options:
![]() (General Insert) — Displays the General Insert features enabling you to define ISO standard insert shapes.
(General Insert) — Displays the General Insert features enabling you to define ISO standard insert shapes.
![]() (Groove Insert) — Displays the Groove Insert features enabling you to define ISO standard groove insert shapes.
(Groove Insert) — Displays the Groove Insert features enabling you to define ISO standard groove insert shapes.
![]() (Thread Insert) — Displays the Thread Insert features enabling you to define ISO standard thread insert shapes.
(Thread Insert) — Displays the Thread Insert features enabling you to define ISO standard thread insert shapes.
![]() (Sweep Profile) — Opens the Profile Sketcher window in “sweep solid” mode enabling you to create Cutter components by defining a profile to be swept a specific distance to create the cutter insert.
(Sweep Profile) — Opens the Profile Sketcher window in “sweep solid” mode enabling you to create Cutter components by defining a profile to be swept a specific distance to create the cutter insert.
See Profile Sketcher window in the Configure Model tab section of Vericut Help.
![]() (Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
(Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
![]() (Model File) — The Model File Features enable you to use an existing model or create a new Sweep Solid or Solid of Revolution using the Profile Sketcher to define a tool component.
(Model File) — The Model File Features enable you to use an existing model or create a new Sweep Solid or Solid of Revolution using the Profile Sketcher to define a tool component.
📝 NOTE: Vericut uses a pre-defined "Relief Angle" of 5 degrees for all tool inserts created with Tool Manager.
See Define an Insert for a Turn Tool section of Vericut Help for information on creating turning inserts.
See Assembly tab section for information on positioning, and orienting, a turn insert component in a turning tool assembly.
Force Settings
Insert Rake (Degree) — Enter the rake angle (in degrees) in the Insert Rake text field.
Cutter Material — Use to specify the material that the cutter is made of. Select the material type from the pull-down list.
Turn Insert, General Insert Features¶
Accessed using the ![]() (General Insert) icon on the Turn Insert Tool Component tab, the General Insert features enable you to define "ISO standard", as well as "custom" tool insert shapes.
(General Insert) icon on the Turn Insert Tool Component tab, the General Insert features enable you to define "ISO standard", as well as "custom" tool insert shapes.
General Insert Features for Turn Tools
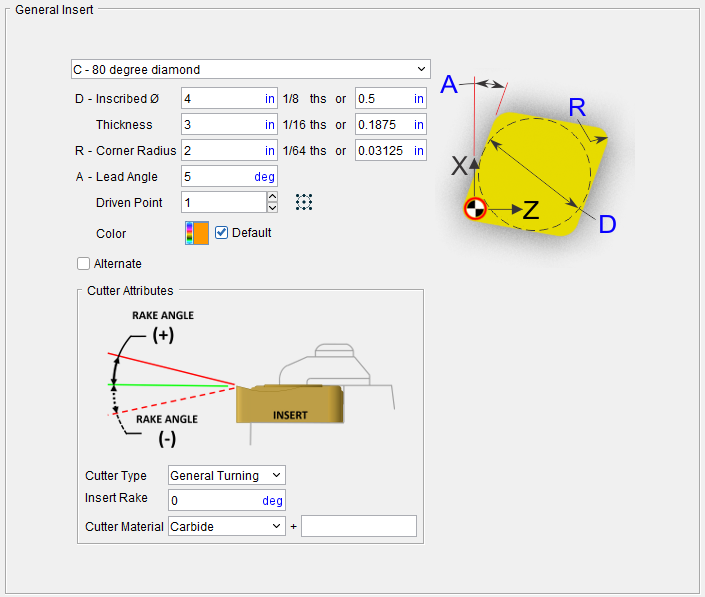
The parameters and diagram will vary depending on the Insert Type selected from the list. Only the parameters required to describe a particular insert type will be displayed. Select the desired insert type from the pull-down list. Below are common letters used in defining a parallelogram's shape listed alphabetically and what value the letter corresponds to:
-
A - Angle (sometimes Lead Angle)
-
D - Diameter
-
L - Length
-
R - Radius (sometimes Corner Radius)
-
T - Tip Angle
-
W - Width Thickness
📝 NOTE: Vericut uses a pre-defined "Relief Angle" of 5 degrees for all tool inserts created with Tool Manager.
Driven Point — Use to specify the driven point for the insert. You can specify multiple driven points. Use the number box to specify which driven point that you are defining. In the picture below, driven point 2 is being defined. Select the desired driven point location for each driven point from the pull-down list. This feature is only available for Turn inserts.
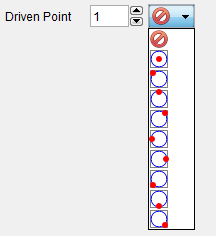
Display Driven Point grid — Displays the available 3 x 3 grid points and black circle representing the nose radius of turning inserts. Hover over any of the 9 available points and Right Mouse Button to Add Driven Point to Grid Point or Modify Driven Point to Grid Point any of the existing location points.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape. See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
Radial Rake (Degree) — Sets the degree for Force optimization.
Cutter Material — Selects the material the cutter is made of and enables you to set the tolerance levels.
Turn Insert, Groove Insert Features¶
Accessed using the ![]() (Groove Insert) icon on the Turn Insert Tool Component tab, the Groove Insert features enable you to define "ISO standard" groove insert shapes.
(Groove Insert) icon on the Turn Insert Tool Component tab, the Groove Insert features enable you to define "ISO standard" groove insert shapes.
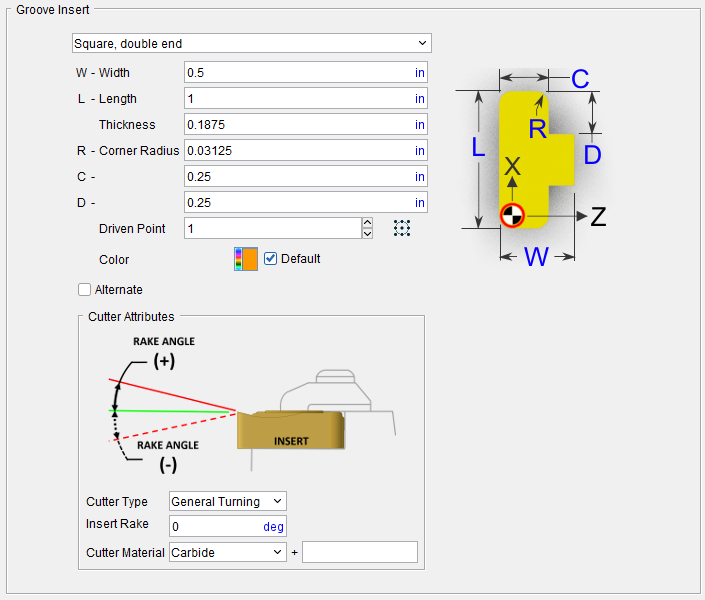
The parameters and diagram will vary depending on the Insert Type selected from the list. Only the parameters required to describe a particular insert type will be displayed. Groove Insert features are only available for defining Turning cutters. Below are common letters used in defining a parallelogram's shape listed alphabetically and what value the letter corresponds to:
-
A - Angle (sometimes Lead Angle)
-
D - Diameter
-
L - Length
-
R - Radius (sometimes Corner Radius)
-
T - Tip Angle
-
W - Width Thickness
📝 NOTE: Vericut uses a pre-defined "Relief Angle" of 5 degrees for all tool inserts created with Tool Manager.
Driven Point — Use to specify the driven point for the insert. You can specify multiple driven points. Use the number box to specify which driven point that you are defining. In the picture below, driven point 2 is being defined. Select the desired driven point location for each driven point from the pull-down list. This feature is only available for Turn inserts.
Display Driven Point grid — Displays the available 3 x 3 grid points and black circle representing the nose radius of turning inserts. Hover over any of the 9 available points and Right Mouse Button to Add Driven Point to Grid Point or Modify Driven Point to Grid Point any of the existing location points.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape. See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
Radial Rake (Degree) — Sets the degree for Force optimization.
Cutter Material — Selects the material the cutter is made of and enables you to set the tolerance levels.
Turn Insert, Thread Insert Features¶
Accessed using the ![]() (Thread Insert) icon on the Turn Insert Tool Component tab, the Thread Insert features enable you to define "ISO standard" thread insert shapes.
(Thread Insert) icon on the Turn Insert Tool Component tab, the Thread Insert features enable you to define "ISO standard" thread insert shapes.
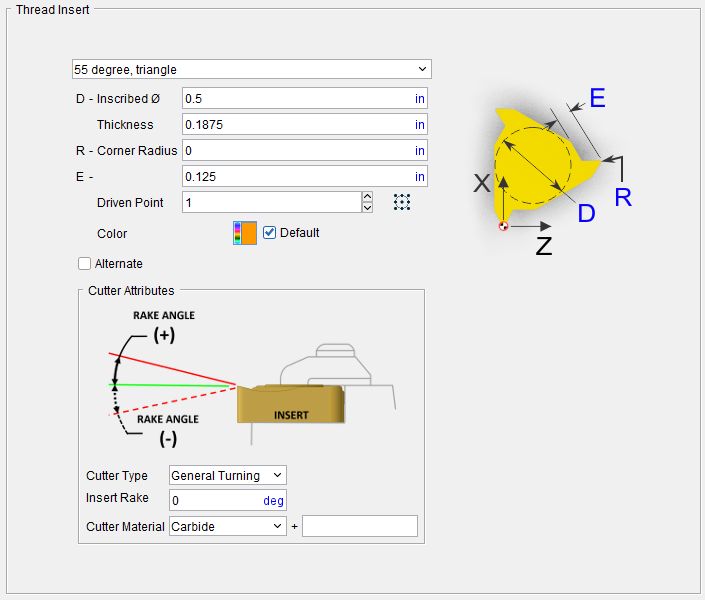
The parameters and diagram will vary depending on the Insert Type selected from the list. Only the parameters required to describe a particular insert type will be displayed. Thread Insert features is only available for defining turning cutters. Below are common letters used in defining a parallelogram's shape listed alphabetically and what value the letter corresponds to:
-
A - Angle (sometimes Lead Angle)
-
D - Diameter
-
L - Length
-
R - Radius (sometimes Corner Radius)
-
T - Tip Angle
-
W - Width Thickness
📝 NOTE: Vericut uses a pre-defined "Relief Angle" of 5 degrees for all tool inserts created with Tool Manager.
Driven Point — Use to specify the driven point for the insert. You can specify multiple driven points. Use the number box to specify which driven point that you are defining. In the picture below, driven point 2 is being defined. Select the desired driven point location for each driven point from the pull-down list. This feature is only available for Turn inserts.
Display Driven Point grid — Displays the available 3 x 3 grid points and black circle representing the nose radius of turning inserts. Hover over any of the 9 available points and Right Mouse Button to Add Driven Point to Grid Point or Modify Driven Point to Grid Point any of the existing location points.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape. See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
Radial Rake (Degree) — Sets the degree for Force optimization.
Cutter Material — Selects the material the cutter is made of and enables you to set the tolerance levels.
Tool Component tab (Probe Tip)¶
Opened via adding or modifying a probe tip tool component, this tab is used to describe the shape of a probe tip component in a probe tool assembly.
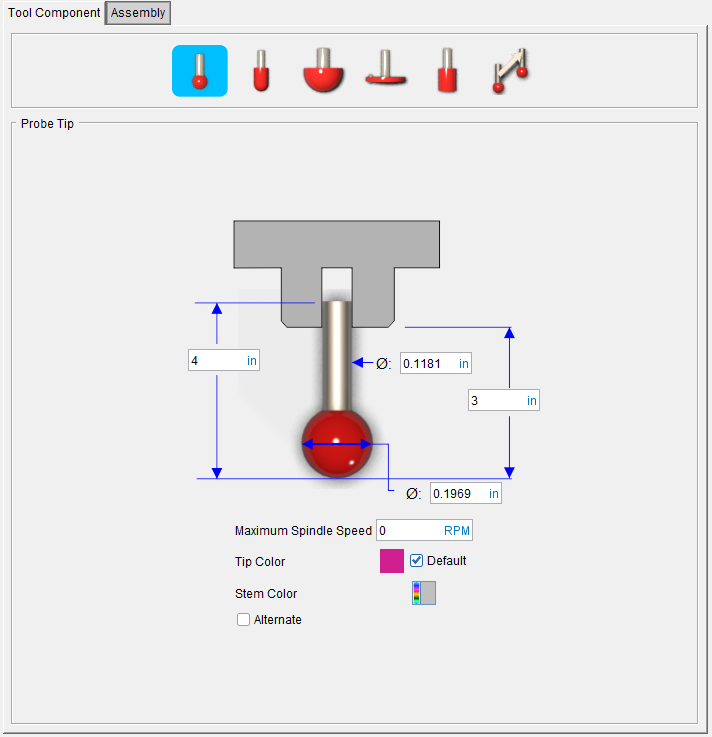
Tool shape icons — Selecting an icon configures the bottom half of the window to define the selected cutter shape.
Options:
 (Probe) — Opens the Probe Tip feature definition panel enabling you to specify the probe’s characteristics.
(Probe) — Opens the Probe Tip feature definition panel enabling you to specify the probe’s characteristics.
 (Cylinder Probe) — Opens the Cylinder Probe Tip feature definition panel enabling you to specify the probe’s characteristics.
(Cylinder Probe) — Opens the Cylinder Probe Tip feature definition panel enabling you to specify the probe’s characteristics.
![]() (Hemisphere Probe) — Opens the Hemisphere Probe Tip feature definition panel enabling you to specify the probe’s characteristics.
(Hemisphere Probe) — Opens the Hemisphere Probe Tip feature definition panel enabling you to specify the probe’s characteristics.
 (Disk Probe) — Opens the Disk Probe Tip feature definition panel enabling you to specify the probe’s characteristics.
(Disk Probe) — Opens the Disk Probe Tip feature definition panel enabling you to specify the probe’s characteristics.
 (Extension Probe) — Opens the Extension Probe Tip feature definition panel enabling you to specify the probe’s characteristics.
(Extension Probe) — Opens the Extension Probe Tip feature definition panel enabling you to specify the probe’s characteristics.
 (Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
(Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
📝 NOTE: Probe assemblies containing multiple probe tips cannot be referenced.
See Define a Probe Tip section of Vericut Help for information on creating turning inserts.
See Assembly tab section for information on positioning, and orienting, a probe tip component in a probe tool assembly.
Probe Tool, Cylinder Probe Tip¶
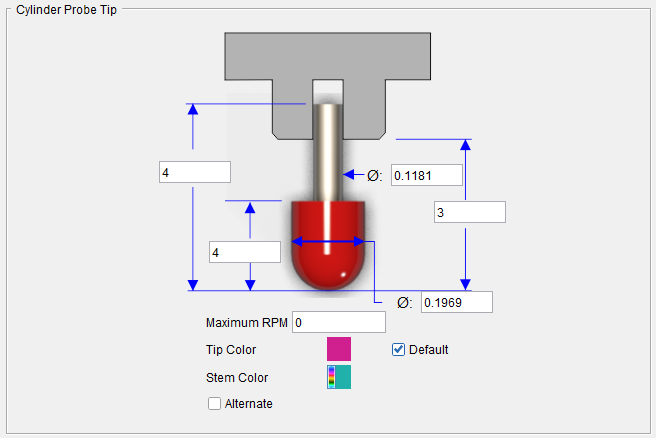
Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
Probe Length — Use to specify the length of the probe.
Height (H) — Use to specify the height of the probe tip.
Stem Diameter — Use to specify the diameter of the probe tip stem.
Stick-out Length — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the probe tip to the bottom-most portion of the holder.
Cutting Diameter — Use to specify the diameter of the sphere at the end of the probe tip.
Maximum Spindle Speed — The maximum speed that a probe tool can spin before a spindle On/Off error is output. The default value is 0.
Tip Color — Use to specify the color for the probe tip.
Stem Color — Use to specify the color for the probe stem.
📝 NOTE: For additional information on Tip/Stem Color, see Tool Display Colors in the Tool Component tab, Common Features section.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
See Define a Probe Tip section of Vericut Help for information on creating turning inserts.
See Assembly tab section for information on positioning, and orienting, a probe tip component in a probe tool assembly.
Probe Tool, Hemisphere Probe Tip¶
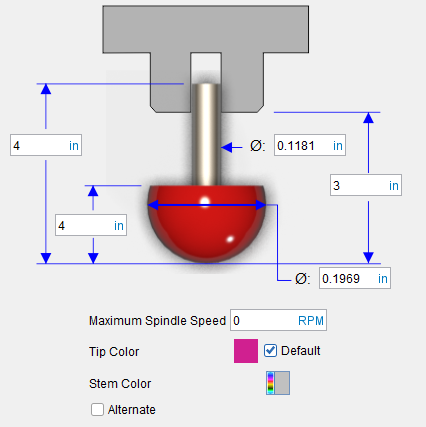
Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
Probe Length — Use to specify the length of the probe.
Height — Use to specify the height of the probe tip.
Stem Diameter — Use to specify the diameter of the probe tip stem.
Stick-out Length — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the probe tip to the bottom-most portion of the holder.
Cutting Diameter — Use to specify the diameter of the sphere at the end of the probe tip.
Maximum Spindle Speed — The maximum speed that a probe tool can spin before a spindle On/Off error is output. The default value is 0.
Tip Color — Use to specify the color for the probe tip.
Stem Color — Use to specify the color for the probe stem.
📝 NOTE: For additional information on Tip/Stem Color, see Tool Display Colors in the Tool Component tab, Common Features section.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
See Define a Probe Tip section of Vericut Help for information on creating turning inserts.
See Assembly tab section for information on positioning, and orienting, a probe tip component in a probe tool assembly.
Probe Tool, Disk Probe Tip¶
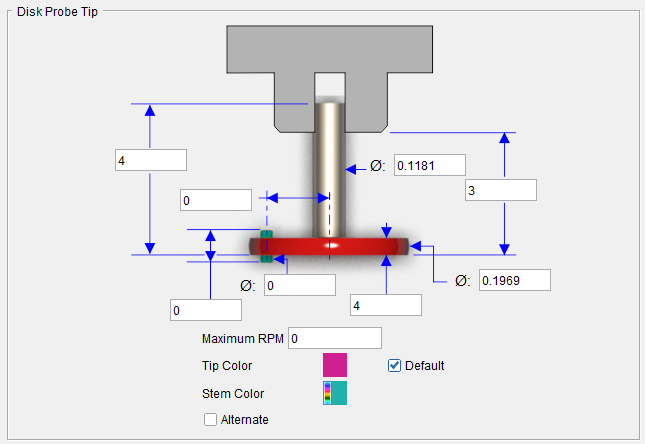
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
Probe Length — Use to specify the length of the probe.
Pin Offset — Use to specify the distance from the centerline of the roller to the centerline of the probe tool.
A disk probe can optionally have "rollers" - two small hemispheres attached to the top and the bottom of the disk. These are used to correctly position the probe vertically, before probing in the horizontal direction, e.g. in a tight horizontal slot. The roller size is specified by the Roller Depth parameter, which is the maximum vertical size of the probing tip.
Roller Depth — Use to specify the roller depth. The roller depth is equal to the Disk Height (H) increased by twice the roller radius. For example if H=0.3 and the roller radius is 0.05, then the roller depth becomes 0.4.
Stem Diameter — Use to specify the diameter of the probe tip stem.
Stick-out Length — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the probe tip to the bottom-most portion of the holder.
Disk Diameter (D) — Use to specify the diameter of the disk at the end of the probe tip.
Disk Height (H) — Use to specify the height of the probe tip.
Pin Diameter — Use to specify the diameter of the roller.
Maximum Spindle Speed — The maximum speed that a probe tool can spin before a spindle On/Off error is output. The default value is 0.
Tip Color — Use to specify the color for the probe tip.
Stem Color — Use to specify the color for the probe stem.
📝 NOTE: For additional information on Tip/Stem Color, see Tool Display Colors in the Tool Component tab, Common Features section.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
See Define a Probe Tip section of Vericut Help for information on creating turning inserts.
See Assembly tab section for information on positioning, and orienting, a probe tip component in a probe tool assembly.
Probe Tool, Extension Probe Tip¶
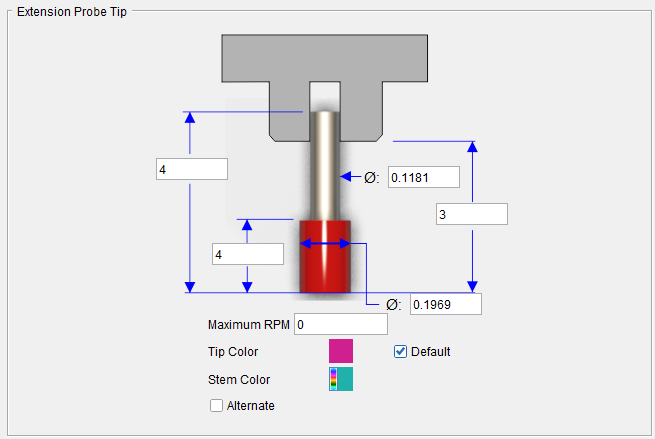
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
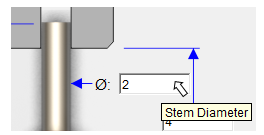
Probe Length — Use to specify the length of the probe.
Height — Use to specify the height of the probe tip.
Stem Diameter — Use to specify the diameter of the probe tip stem.
Stick-out Length — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the probe tip to the bottom-most portion of the holder.
Cutting Diameter — Use to specify the diameter of the sphere at the end of the probe tip.
Maximum Spindle Speed — The maximum speed that a probe tool can spin before a spindle On/Off error is output. The default value is 0.
Tip Color — Use to specify the color for the probe tip.
Stem Color — Use to specify the color for the probe stem.
📝 NOTE: For additional information on Tip/Stem Color, see Tool Display Colors in the Tool Component tab, Common Features section.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
See Define a Probe Tip section of Vericut Help for information on creating turning inserts.
See Assembly tab section for information on positioning, and orienting, a probe tip component in a probe tool assembly.
Tool Component tab (Water Jet)¶
Opened via adding or modifying a water jet tool component, this tab is used to describe the shape of a water jet component in a water jet tool assembly.
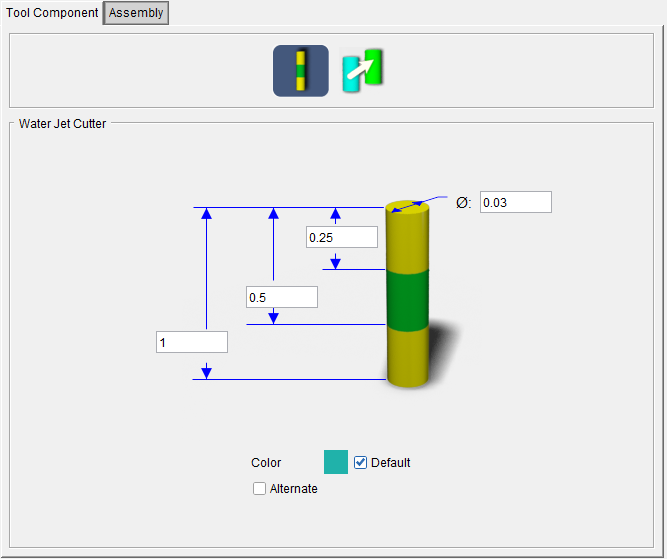
Tool shape icons — Selecting an icon configures the bottom half of the window to define the selected cutter shape.
Options:
![]() (Water Jet) — Opens the Water Jet Cutter feature definition panel enabling you to specify the water jet cutter’s characteristics.
(Water Jet) — Opens the Water Jet Cutter feature definition panel enabling you to specify the water jet cutter’s characteristics.
![]() (Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
(Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
See Add a Water Jet Cutter to a Water Jet Tool section of Vericut Help for information on creating water jet cutters.
See Assembly tab section for information on positioning, and orienting, a water jet component in a water jet tool assembly.
Water Jet Cutter¶
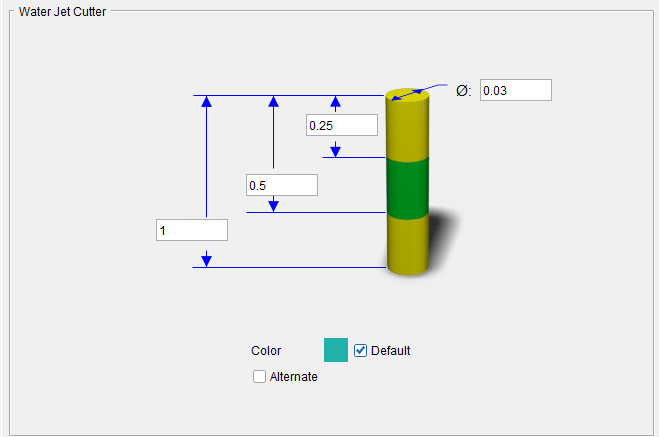
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
Diameter — Use to specify the cylindrical diameter of the water jet when the jet is on.
Length — Use to specify the maximum length of the water jet.
Minimum Cutting Zone — Use to specify the minimum distance from the Water Jet component origin, along the component's Z axis, where cutting is desired.
Maximum Cutting Zone — Use to specify the maximum distance from the Water Jet component origin, along the component's Z axis, where cutting is desired.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
See Define a Water Jet Cutter section of Vericut Help for information on creating water jet cutters.
See Assembly tab section for information on positioning, and orienting, a water jet component in a water jet tool assembly.
Tool Component tab (Knife)¶
Opened via adding, or modifying, a Knife tool component, this tab is used to describe the shape of an ultrasonic knife tool component in an ultrasonic knife tool assembly.
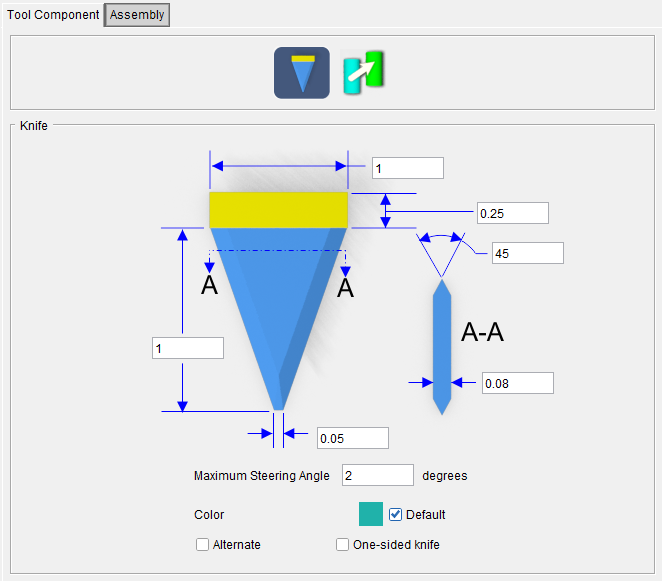
Tool shape icons — Selecting an icon configures the bottom half of the window to define the selected cutter shape.
Options:
![]() (Knife) — Opens the Knife feature definition panel enabling you to specify the ultrasonic knife’s characteristics.
(Knife) — Opens the Knife feature definition panel enabling you to specify the ultrasonic knife’s characteristics.
![]() (Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
(Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
See Define a Knife Cutter section of Vericut Help for information on creating Knife Cutters.
See Assembly tab section for information on positioning, and orienting, a knife tool component in a Knife tool assembly.
Knife¶
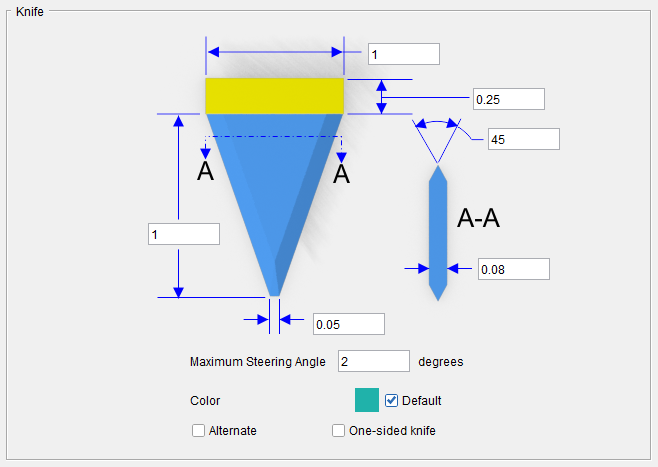
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
Length (L) — Length of the knife blade. This measurement does not include the shank.
Width (W) — Total width of the knife tool.
Tip Width (D) — Width if the knife tool at its tip.
Shank Height (H) — Height of the shank portion of the knife tool.
lade Taper Angle (E: degree) — Taper angle of the knife tool.
Thickness (T) — Thickness of the knife tool.
Maximum Steering Angle — Maximum steering angle for the knife tool. If the knife orientation deviates from the direction of cut by more than this value, an error is output to the logger and the cut trace is colored red. The default value is 2 degrees.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
One-sided knife — When toggled "on" (checked) this feature designates the cutter that is being created as a one-sided, or asymmetric, knife. A one-sided, or asymmetric, knife is flat on one side.
See Define a Knife Cutter section of Vericut Help for information on creating Knife Cutters.
See Assembly tab section for information on positioning, and orienting, a knife tool component in a Knife tool assembly.
Tool Component tab (Polisher)¶
Opened via adding, or modifying, a Polisher tool component, this tab is used to describe the shape of a selected tool component in a Polisher tool assembly. Options are available to define the polisher tool via parametric shapes, profile sketcher, or reference a polisher tool in another tool assembly.
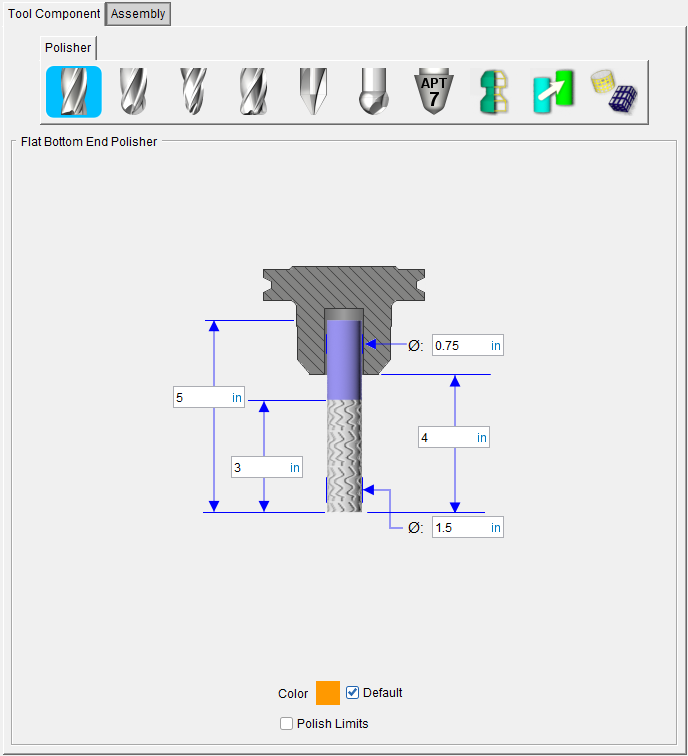
Polisher Tool Assembly
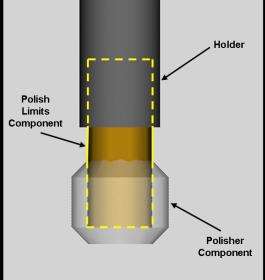
Tool shape icons — Selecting an icon configures the bottom half of the window to define the selected Polisher tool shape.
Options:
![]() (Flat Bottom Polisher) — Opens the Flat Bottom Polisher feature definition panel nabling you to specify the polisher tool’s characteristics.
(Flat Bottom Polisher) — Opens the Flat Bottom Polisher feature definition panel nabling you to specify the polisher tool’s characteristics.
![]() (Ball Nose Polisher) — Opens the Ball Nose Polisher feature definition panel enabling you to specify the polisher tool’s characteristics.
(Ball Nose Polisher) — Opens the Ball Nose Polisher feature definition panel enabling you to specify the polisher tool’s characteristics.
![]() (Taper Ball Nose Polisher) —Opens the Taper Ball Nose Polisher feature definition panel enabling you to specify the polisher tools characteristics.
(Taper Ball Nose Polisher) —Opens the Taper Ball Nose Polisher feature definition panel enabling you to specify the polisher tools characteristics.
![]() (Bull Nose Polisher) — Opens the Bull Nose Polisher feature definition panel enabling you to specify the polisher tool’s characteristics.
(Bull Nose Polisher) — Opens the Bull Nose Polisher feature definition panel enabling you to specify the polisher tool’s characteristics.
![]() (7 Parameter Polisher) — Opens the 7 Parameter Polisher feature definition panel enabling you to specify the polisher tool’s characteristics.
(7 Parameter Polisher) — Opens the 7 Parameter Polisher feature definition panel enabling you to specify the polisher tool’s characteristics.
![]() Revolve Profile) — Opens the Profile Sketcher window in “solid of revolution” mode enabling you to create Revolved Cutter components by rotating a defined profile around the Z- axis.
Revolve Profile) — Opens the Profile Sketcher window in “solid of revolution” mode enabling you to create Revolved Cutter components by rotating a defined profile around the Z- axis.
See Profile Sketcher window in the Configure Model tab section of Vericut Help.
![]() (Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
(Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
![]() (Model File) — The Model File Features enable you to use an existing model or create a new Sweep Solid or Solid of Revolution using the Profile Sketcher to define a tool component.
(Model File) — The Model File Features enable you to use an existing model or create a new Sweep Solid or Solid of Revolution using the Profile Sketcher to define a tool component.
See Define a Polisher Tool section of Vericut Help for information on creating Polisher tools.
See Assembly tab section for information on positioning, and orienting, a Polisher tool component in a Polisher tool assembly.
Polisher, Flat Bottom Polisher¶
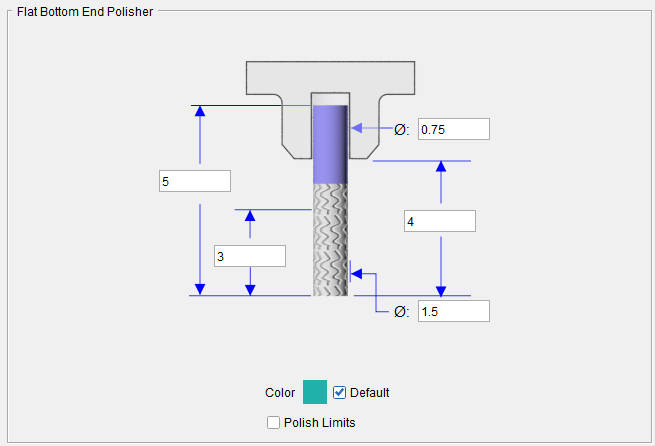
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
📝 NOTE: The acronyms in this section align to the ISO parameters in the ISO 13399 standard.
Height (OAL) — Use to specify the height of the tool.
Flute Length (LU) — Use to specify the length of the portion of the polishing tool that can be used for polishing. This value is measured from the bottom-most portion of the cutter. Zero assumes the entire polishing tool that can be used for polishing. An error similar to "SHANK contacted material..." is reported when the non-polishing portion of the polishing tool contacts material. Contact area is shaded using the red Error color.
Shank Diameter (DCON) — Use to specify the diameter of the tool shank.
Stick-out Length (LGTA) — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the cutter to the bottom-most portion of the holder.
Cutting Diameter (DC) — Use to specify the diameter of the tool.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Add/Modify window, Common Features section.
Polish Limits — When toggled "On" (checked), the component is designated as a Polish Limits component and is used to detect areas where the tool applied too much pressure on the part (penetrates the part too deep). These areas are displayed in the error color and an error message like the following is output.
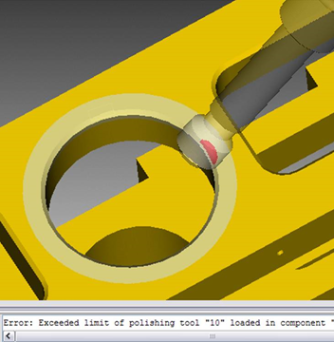
Error: Exceeded limit of polishing tool "10" loaded in component "Tool" at line (7) N006 G01 X8.439 Y0. Z130.022 I0.7071068 J0.0000000 K0.7071068 F6000.. Collision volume: 0.7198
See Define a Polisher Tool section of Vericut Help for information on creating Polisher tools.
See Assembly tab section for information on positioning, and orienting, a Polisher tool component in a Polisher tool assembly.
Polisher, Ball Nose Polisher¶
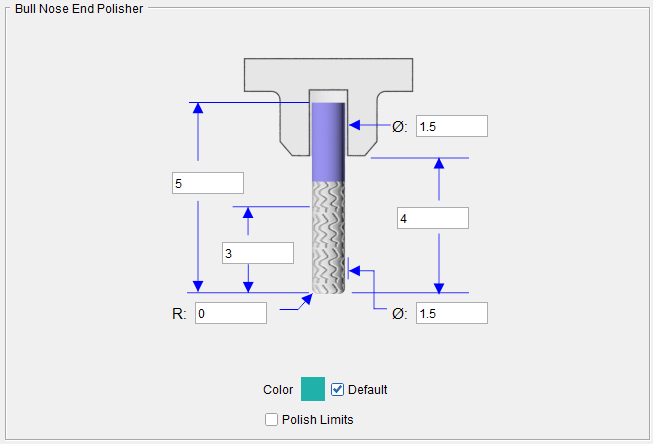
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
📝 NOTE: The acronyms in this section align to the ISO parameters in the ISO 13399 standard.
Height (OAL) — Use to specify the height of the tool.
Flute Length (LU) — Use to specify the length of the portion of the polishing tool that can be used for polishing. This value is measured from the bottom-most portion of the cutter. Zero assumes the entire polishing tool that can be used for polishing. An error similar to "SHANK contacted material..." is reported when the non-polishing portion of the polishing tool contacts material. Contact area is shaded using the red Error color.
Shank Diameter (DCON) — Use to specify the diameter of the tool shank.
Stick-out Length (LGTA) — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the cutter to the bottom-most portion of the holder.
Cutting Diameter (DC) — Use to specify the diameter of the tool.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Polish Limits — When toggled "On" (checked), the component is designated as a Polish Limits component and is used to detect areas where the tool applied too much pressure on the part (penetrates the part too deep). These areas are displayed in the error color and an error message like the following is output.
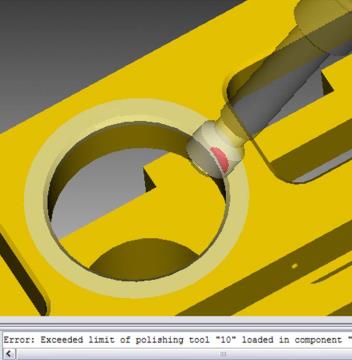
Error: Exceeded limit of polishing tool "10" loaded in component "Tool" at line (7) N006 G01 X8.439 Y0. Z130.022 I0.7071068 J0.0000000 K0.7071068 F6000.. Collision volume: 0.7198
See Define a Polisher Tool section of Vericut Help for information on creating Polisher tools.
See Assembly tab section for information on positioning, and orienting, a Polisher tool component in a Polisher tool assembly.
Polisher, Taper Ball Nose Polisher¶
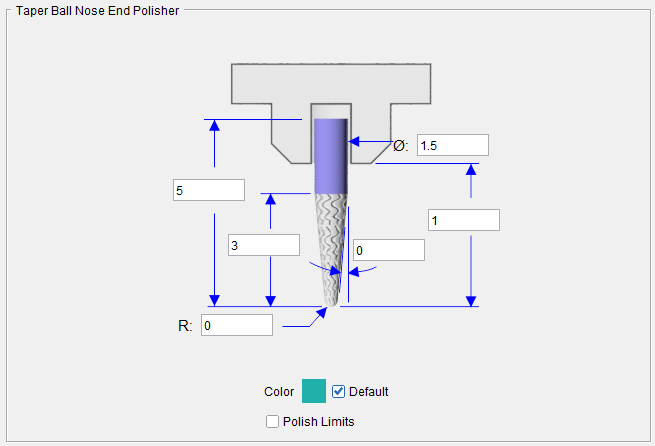
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
📝 NOTE: The acronyms in this section align to the ISO parameters in the ISO 13399 standard.
Shank Diameter (DCON) — Use to specify the diameter of the tool shank.
Height (OAL) — Use to specify the height of the tool.
Flute Length (LU) — Use to specify the length of the portion of the polishing tool that can be used for polishing. This value is measured from the bottom-most portion of the cutter. Zero assumes the entire polishing tool that can be used for polishing. An error similar to "SHANK contacted material..." is reported when the non-polishing portion of the polishing tool contacts material. Contact area is shaded using the red Error color.
Nose Radius (RE) — Use to specify the nose radius.
Cutting Diameter (DC) — Use to specify the diameter of the tool.
B — Use to specify the taper angle.
Stick-out Length (LGTA) — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the cutter to the bottom-most portion of the holder.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Polish Limits — When toggled "On" (checked), the component is designated as a Polish Limits component and is used to detect areas where the tool applied too much pressure on the part (penetrates the part too deep). These areas are displayed in the error color and an error message like the following is output.
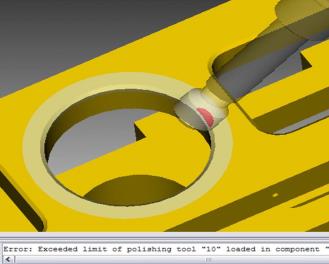
Error: Exceeded limit of polishing tool "10" loaded in component "Tool" at line (7) N006 G01 X8.439 Y0. Z130.022 I0.7071068 J0.0000000 K0.7071068 F6000.. Collision volume: 0.7198
See Define a Polisher Tool section of Vericut Help for information on creating Polisher tools.
See Assembly tab section for information on positioning, and orienting, a Polisher tool component in a Polisher tool assembly.
Polisher, Bull Nose Polisher¶
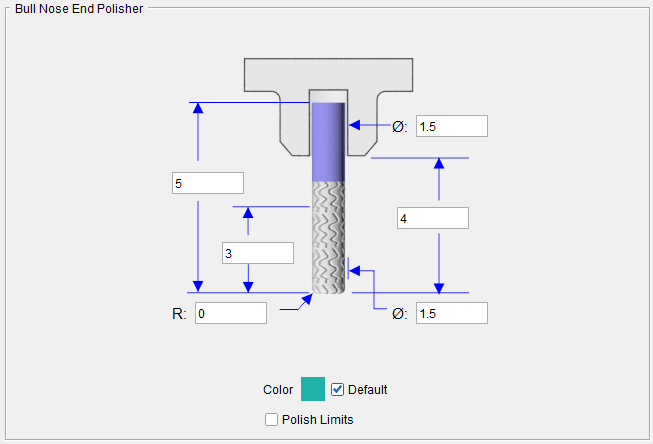
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
📝 NOTE: The acronyms in this section align to the ISO parameters in the ISO 13399 standard.
Height (OAL) — Use to specify the height of the tool.
Flute Length (LU) — Use to specify the length of the portion of the polishing tool that can be used for polishing. This value is measured from the bottom-most portion of the cutter. Zero assumes the entire polishing tool that can be used for polishing. An error similar to "SHANK contacted material..." is reported when the non-polishing portion of the polishing tool contacts material. Contact area is shaded using the red Error color.
Corner Radius (RE) — Use to specify the corner radius.
Shank Diameter (DCON) — Use to specify the diameter of the tool shank.
Stick-out Length (LGTA) — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the cutter to the bottom-most portion of the holder.
Cutting Diameter (DC) — Use to specify the diameter of the tool.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Polish Limits — When toggled "On" (checked), the component is designated as a Polish Limits component and is used to detect areas where the tool applied too much pressure on the part (penetrates the part too deep). These areas are displayed in the error color and an error message like the following is output.
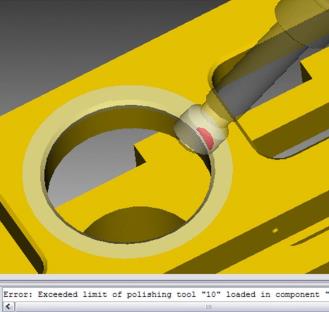
Error: Exceeded limit of polishing tool "10" loaded in component "Tool" at line (7) N006 G01 X8.439 Y0. Z130.022 I0.7071068 J0.0000000 K0.7071068 F6000.. Collision volume: 0.7198
See Define a Polisher Tool section of Vericut Help for information on creating Polisher tools.
See Assembly tab section for information on positioning, and orienting, a Polisher tool component in a Polisher tool assembly.
Polisher, 7 Parameter Polisher¶
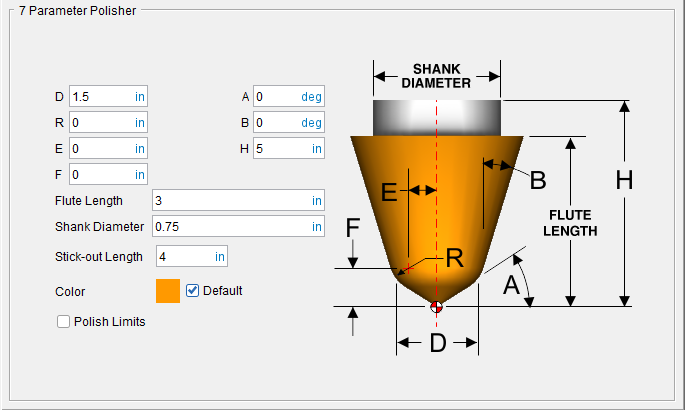
D, R, E, F, A, B, H — Use the associated text fields to specify the parameters shown in the picture above.
Flute Length — Use to specify the length of the portion of the polishing tool that can be used for polishing. This value is measured from the bottom-most portion of the cutter. Zero assumes the entire polishing tool that can be used for polishing. An error similar to "SHANK contacted material..." is reported when the non-polishing portion of the polishing tool contacts material. Contact area is shaded using the red Error color.
Shank Diameter — Use to specify the diameter of the tool shank.
Stick-out Length — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the cutter to the bottom-most portion of the holder.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Polish Limits — When toggled "On" (checked), the component is designated as a Polish Limits component and is used to detect areas where the tool applied too much pressure on the part (penetrates the part too deep). These areas are displayed in the error color and an error message like the following is output.
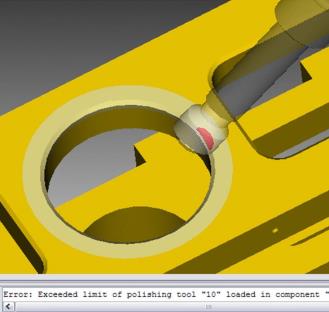
Error: Exceeded limit of polishing tool "10" loaded in component "Tool" at line (7) N006 G01 X8.439 Y0. Z130.022 I0.7071068 J0.0000000 K0.7071068 F6000.. Collision volume: 0.7198
Examples of polisher shapes that can be defined via the 7 Parameter option:
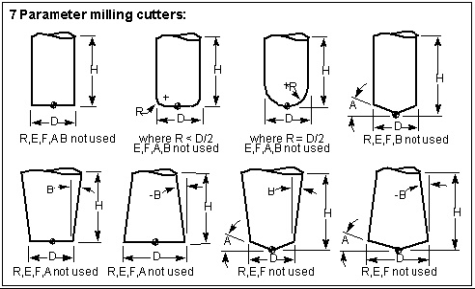
See Define a Polisher Tool section of Vericut Help for information on creating Polisher tools.
See Assembly tab section for information on positioning, and orienting, a Polisher tool component in a Polisher tool assembly.
Tool Component tab (Additive)¶
Opened via adding, or modifying, an Additive tool component, this tab is used to describe the shape of a selected tool component in an Additive tool assembly. Options are available to define the additive tool via parametric shapes or reference an additive tool in another tool assembly.
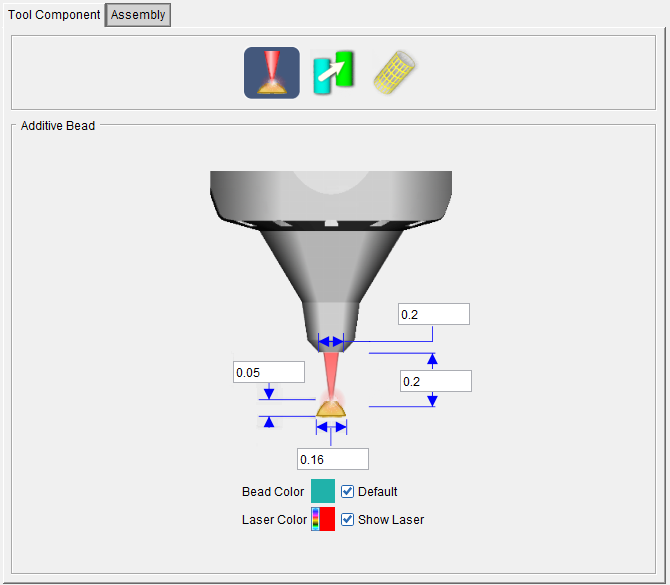
Tool shape icons — Selecting an icon configures the bottom half of the window to define the selected Polisher tool shape.
Options:
 (Additive Bead) — Displays the Additive Bead tab enabling you to specify characteristics of both the Additive tool and the beads of Additive material that will be created by this tool. This tab contains the following features:
(Additive Bead) — Displays the Additive Bead tab enabling you to specify characteristics of both the Additive tool and the beads of Additive material that will be created by this tool. This tab contains the following features:
Laser Width — This feature is used to define the width of the laser.
Laser Focal Distance — This feature is used to define the focal distance of the laser.
Bead Height — This feature is used to define the height of the additive beads that the Additive tool will create.
Bead Width — This feature is used to define the width of additive beads that the Additive tool will create.
Bead Color — This determines the display color of the additive beads in the simulation. By default, the color is set to  but the color can be changed by toggling the Default option off (unchecking the box), then clicking on the palette icon and selecting a new color from the list of options that displays.
but the color can be changed by toggling the Default option off (unchecking the box), then clicking on the palette icon and selecting a new color from the list of options that displays.
Laser Color — This determines the display color of the laser in the simulation. To change the color, click on the palette icon and select a new color from the list of options that displays.
![]() (Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
(Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
 (Model File) — Displays the Model File Features enabling you use an existing model or create a new Sweep Solid or Solid of Revolution using the Profile Sketcher to define a tool component.
(Model File) — Displays the Model File Features enabling you use an existing model or create a new Sweep Solid or Solid of Revolution using the Profile Sketcher to define a tool component.
See Define a Tool Holder section of Vericut Help for information on creating tool holders.
See Assembly tab section for information on positioning, and orienting, an Additive tool component in an Additive tool assembly.
Tool Component tab (Grinder)¶
Opened via adding, or modifying, a Grinder tool component, this tab is used to describe the shape of a selected tool component in a Grinder tool assembly. Options are available to define the grinder tool via parametric shapes, profile sketcher, or reference a grinder tool in another tool assembly.
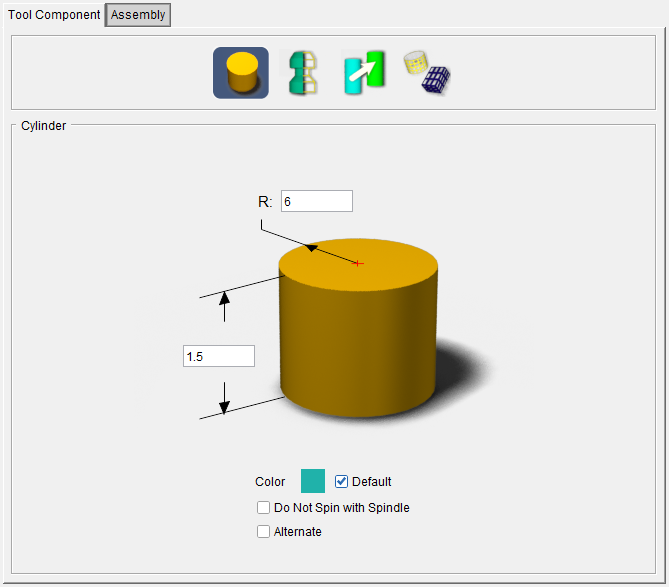
Tool shape icons — Selecting an icon configures the bottom half of the window to define the selected Polisher tool shape.
Options:
![]() (Cylinder) — Similar to the Cylinder feature definition panel of a holder, this enables you to specify a cylinder as a grinder and specify the grinder’s other characteristics.
(Cylinder) — Similar to the Cylinder feature definition panel of a holder, this enables you to specify a cylinder as a grinder and specify the grinder’s other characteristics.
![]() (Revolve Profile) — Opens the Profile Sketcher window in “solid of revolution” mode enabling you to create Revolved Cutter components by rotating a defined profile around the Z- axis.
(Revolve Profile) — Opens the Profile Sketcher window in “solid of revolution” mode enabling you to create Revolved Cutter components by rotating a defined profile around the Z- axis.
See Profile Sketcher window in the Configure Model tab section of Vericut Help.
![]() (Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
(Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
![]() (Model File) — The Model File Features enable you to use an existing model or create a new Sweep Solid or Solid of Revolution using the Profile Sketcher to define a tool component.
(Model File) — The Model File Features enable you to use an existing model or create a new Sweep Solid or Solid of Revolution using the Profile Sketcher to define a tool component.
See Assembly tab section for information on positioning, and orienting, a Grinder tool component in a Grinder tool assembly.
Tool Component tab (Dresser)¶
Opened via adding, or modifying, a Dresser tool component, this tab is used to describe the shape of a selected tool component in a Dresser tool assembly. Options are available to define the dresser tool via parametric shapes, profile sketcher, or reference a dresser tool in another tool assembly.
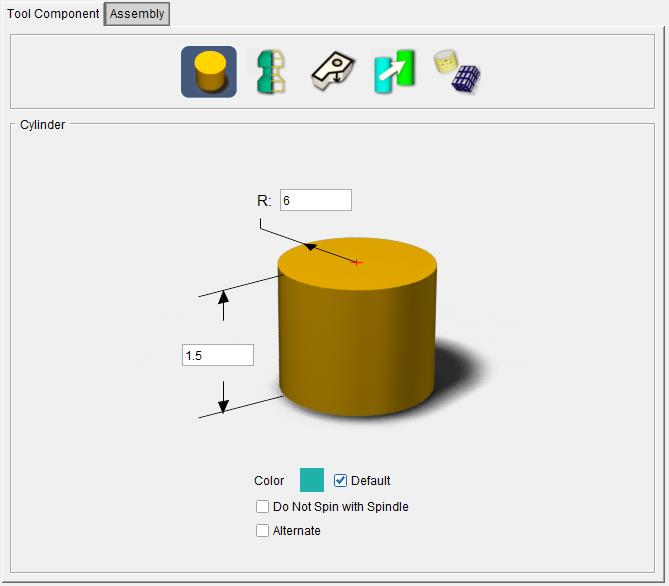
Tool shape icons — Selecting an icon configures the bottom half of the window to define the selected Polisher tool shape.
Options:
![]() (Cylinder) — Similar to the Cylinder feature definition panel of a holder, this enables you to specify a cylinder as a dresser and specify the dresser’s other characteristics.
(Cylinder) — Similar to the Cylinder feature definition panel of a holder, this enables you to specify a cylinder as a dresser and specify the dresser’s other characteristics.
![]() (Revolve Profile) — Opens the Profile Sketcher window in “solid of revolution” mode enabling you to create Revolved Cutter components by rotating a defined profile around the Z- axis.
(Revolve Profile) — Opens the Profile Sketcher window in “solid of revolution” mode enabling you to create Revolved Cutter components by rotating a defined profile around the Z- axis.
See Profile Sketcher window in the Configure Model tab section of Vericut Help.
![]() (Sweep Profile) — Opens the Profile Sketcher window in “sweep solid” mode enabling you to create Cutter components by defining a profile to be swept a specific distance to create the cutter insert.
(Sweep Profile) — Opens the Profile Sketcher window in “sweep solid” mode enabling you to create Cutter components by defining a profile to be swept a specific distance to create the cutter insert.
See Profile Sketcher window in the Configure Model tab section of Vericut Help.
![]() (Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
(Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
![]() (Model File) — The Model File Features enable you to use an existing model or create a new Sweep Solid or Solid of Revolution using the Profile Sketcher to define a tool component.
(Model File) — The Model File Features enable you to use an existing model or create a new Sweep Solid or Solid of Revolution using the Profile Sketcher to define a tool component.
See Assembly tab section for information on positioning, and orienting, a Dresser tool component in a Dresser tool assembly.
Tool Component tab (Thread Mill)¶
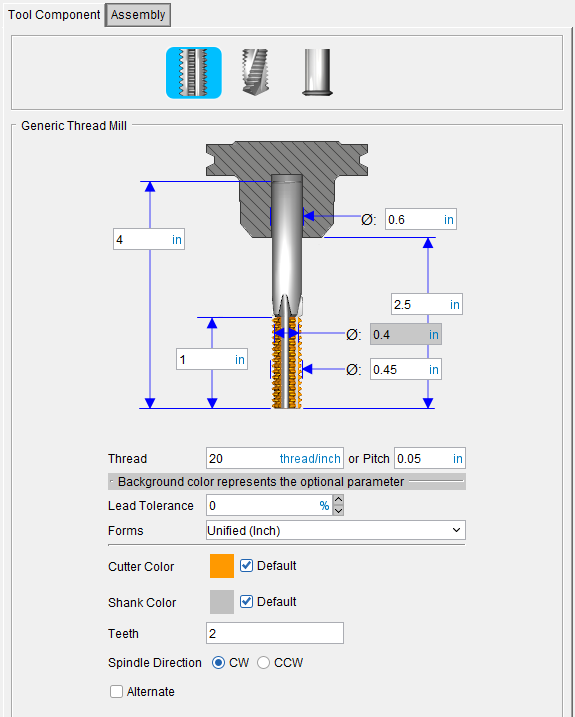
Tool shape icons — Selecting an icon configures the bottom half of the window to define the selected cutter shape.
![]() (Generic Thread Mill) — opens the Generic Thread Mill feature definition panel enabling you to specify the cutter’s characteristics.
(Generic Thread Mill) — opens the Generic Thread Mill feature definition panel enabling you to specify the cutter’s characteristics.
![]() (Drill Thread Mill) — opens the Drill Thread Mill feature definition panel enabling you to specify the cutter’s characteristics.
(Drill Thread Mill) — opens the Drill Thread Mill feature definition panel enabling you to specify the cutter’s characteristics.
![]() (Single Point Thread Mill) — opens the Single Point Thread Mill feature definition panel enabling you to specify the cutter’s characteristics.
(Single Point Thread Mill) — opens the Single Point Thread Mill feature definition panel enabling you to specify the cutter’s characteristics.
Generic Thread Mill¶
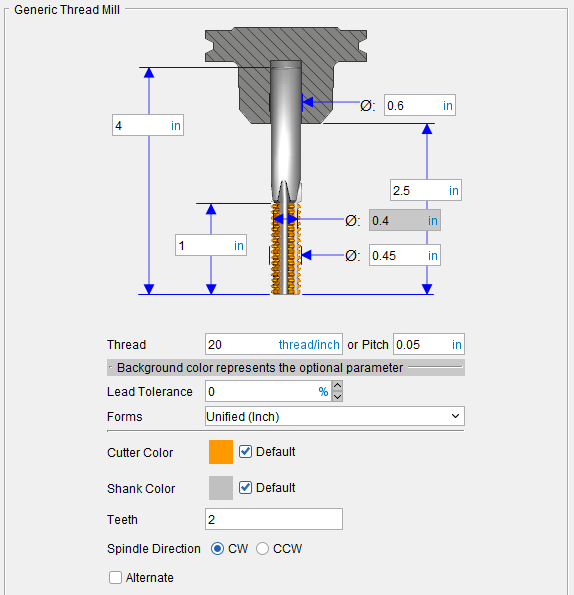
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
📝 NOTE: The acronyms in this section align to the ISO parameters in the ISO 13399 standard.
Overall Length (OAL) — Use to specify the height of the tool.
Thread Length (THL) — Use to specify the length of the portion of the mill thread tool that can be used for threading. This value is measured from the bottom-most portion of the cutter.
Shank Diameter (DCON) — Use to specify the diameter of the tool shank.
Stick-out Length (LGTA) — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the cutter to the bottom-most portion of the holder.
Minor Diameter (MD) — Use to specify the diameter of the interior of the tool thread.
Major Diameter (TD) — Use to specify the diameter of the exterior of the tool thread.
Thread — Use to specify the distance between adjacent threads by number of threads per threads/inch. If you set this option there is no need to set by Pitch.
Pitch — Use to specify the distance between adjacent threads by the distance between adjacent threads in mm. If you set this option there is no need to set by Thread.
Lead Tolerance — Use to specify the lead tolerance as a percent.
Forms — Use to specify the thread form. Select the thread form from the pull-down list. Choose one of the following: Unified (Inch), ISO (Metric), Whitworth (British standard), Acme or Buttress.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Teeth — Use to specify the number of teeth.
Spindle Direction — Use to specify the appropriate spindle rotation direction for the tool. Choose either CW (clockwise) or CCW (counterclockwise).
📝 NOTE: For revolved milling cutters, CW/CCW is defined looking down (negative Z) the tool axis.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
See Assembly tab section for information on positioning, and orienting, a revolved cutter component in a milling tool assembly.
Drill Thread Mill¶
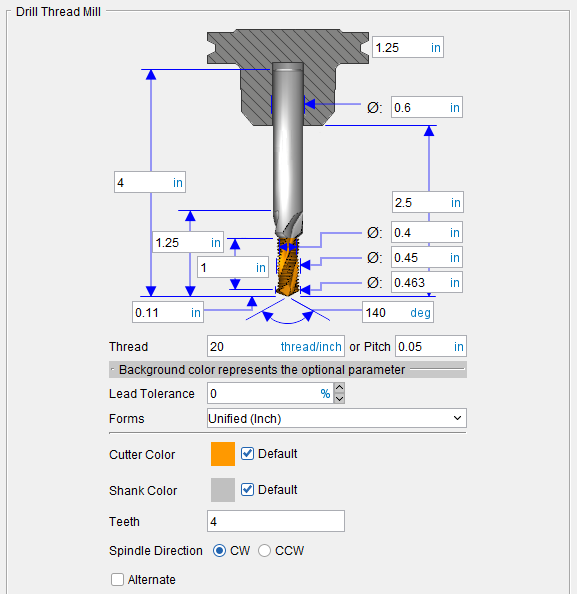
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
📝 NOTE: The acronyms in this section align to the ISO parameters in the ISO 13399 standard.
Overall Length (OAL) — Use to specify the height of the tool.
Thread Length (THL) — Use to specify the length of the portion of the mill thread tool that can be used for threading. This value is measured from the bottom-most portion of the cutter.
Drill Length — Use to specify the drill length.
Tip to Shank (LUX) — Use to specify the length pf tool tip to shank straight cylinder.
Shank Diameter (DCON) — Use to specify the diameter of the tool shank.
Stick-out Length (LGTA) — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the cutter to the bottom-most portion of the holder.
Minor Diameter (MD) — Use to specify the diameter of the interior of the tool thread.
Major Diameter (TD) — Use to specify the diameter of the exterior of the tool thread.
Drill Diameter (DCD) — Use to specify drill diameter.
Point Angle (SIG) — Use to specify the drill tip angle.
Thread — Use to specify the distance between adjacent threads by number of threads per threads/inch. If you set this option there is no need to set by Pitch.
Pitch — Use to specify the distance between adjacent threads by the distance between adjacent threads in mm. If you set this option there is no need to set by Thread.
Lead Tolerance — Use to specify the lead tolerance as a percent.
Forms — Use to specify the thread form. Select the thread form from the pull-down list. Choose one of the following: Unified (Inch), ISO (Metric), Whitworth (British standard), Acme or Buttress.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Teeth — Use to specify the number of teeth.
Spindle Direction — Use to specify the appropriate spindle rotation direction for the tool. Choose either CW (clockwise) or CCW (counterclockwise).
📝 NOTE: For revolved milling cutters, CW/CCW is defined looking down (negative Z) the tool axis.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
See Assembly tab section for information on positioning, and orienting, a revolved cutter component in a milling tool assembly.
Single Point Thread Mill¶
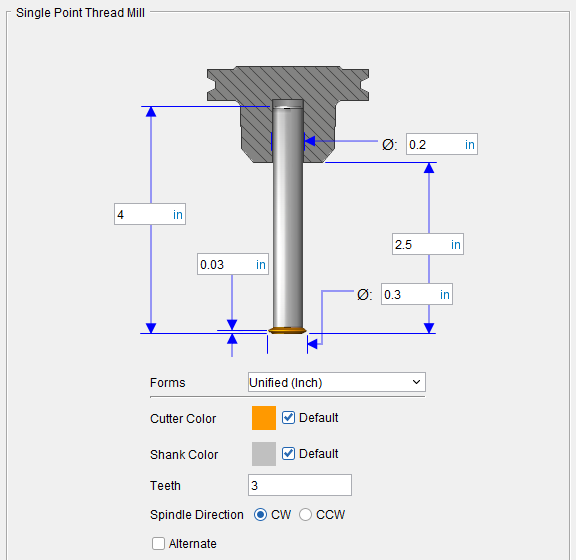
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
📝 NOTE: The acronyms in this section align to the ISO parameters in the ISO 13399 standard.
Overall Length (OAL) — Use to specify the height of the tool.
Profile Distance (PDX) — Use to specify distance from tool tip to the teeth.
Shank Diameter (DCON) — Use to specify the diameter of the tool shank.
Stick-out Length (LGTA) — Use to specify the length of the tool that sticks out from the holder. This value is measured from the bottom-most portion of the cutter to the bottom-most portion of the holder.
Cutting Diameter (DC) — Use to specify the major diameter of the tool.
Lead Tolerance — Use to specify the lead tolerance as a percent.
Forms — Use to specify the thread form. Select the thread form from the pull-down list. Choose one of the following: Unified (Inch), ISO (Metric), Whitworth (British standard), Acme or Buttress.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Teeth — Use to specify the number of teeth.
Spindle Direction — Use to specify the appropriate spindle rotation direction for the tool. Choose either CW (clockwise) or CCW (counterclockwise).
📝 NOTE: For revolved milling cutters, CW/CCW is defined looking down (negative Z) the tool axis.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
See Assembly tab section for information on positioning, and orienting, a revolved cutter component in a milling tool assembly.
Tool Component tab (Electrode)¶
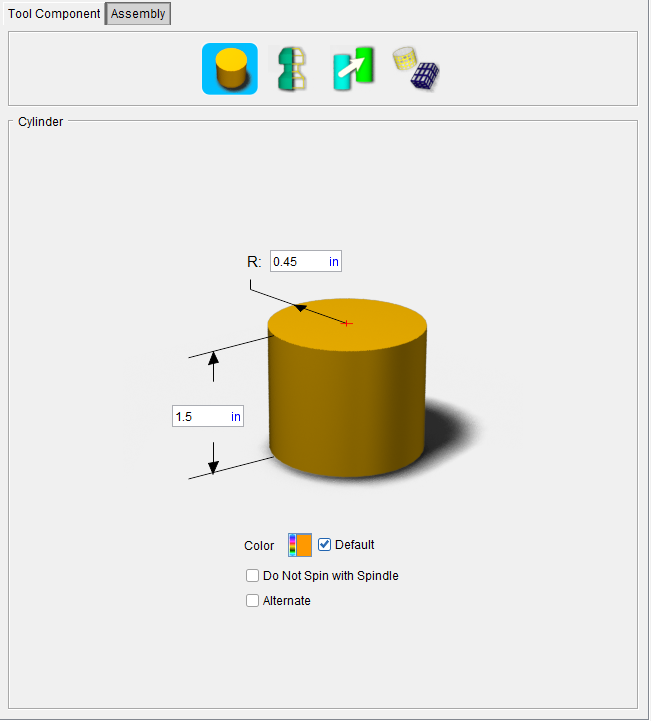
Do Not Spin with Spindle — When toggled "on" (checked), indicates that the holder component does not spin.
Alternate — When toggled "on" (checked) this feature designates the cutter that is being created as an "alternate" or "secondary" cutter for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" cutter shape, in order to support tools such as back-boring tools.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) cutter shape or to use the "alternate" (Override Value = 1) cutter shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
See Assembly tab section for information on positioning, and orienting, a revolved cutter component in a milling tool assembly.
Tool Component tab (Holder)¶
Opened via adding or modifying a Holder tool component, this window is used to describe the shape of a selected "Holder" component in a tool assembly. Options are available to define the holder via parametric shapes, profile sketcher, or reference a holder in another tool assembly. More than one holder can be used in a tool assembly. An error similar to "HOLDER removed material..." is reported when the non-cutting portion of the cutter removes material. Material removed is shaded using the red Error color.
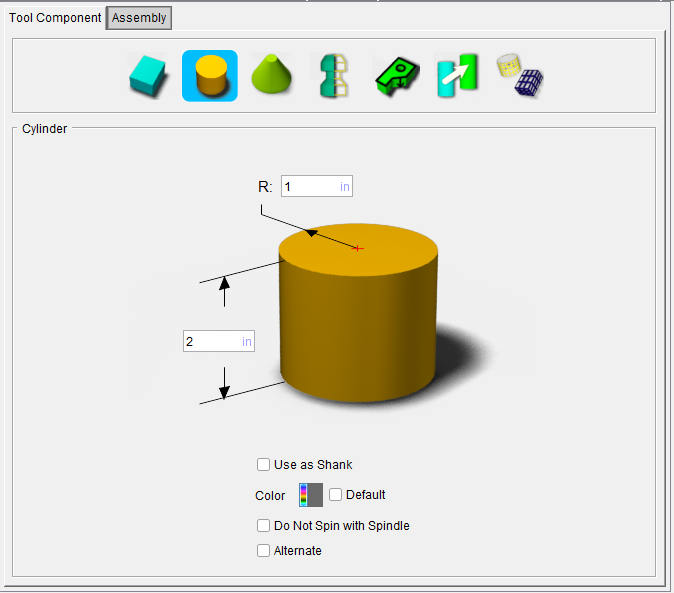
Holder icons — Selecting an icon configures the bottom half of the window with the parameters required to define the holder shape.
Options:
![]() (Block) — Opens the Block feature definition panel enabling you to specify a block as a holder and specify the holders’ other characteristics.
(Block) — Opens the Block feature definition panel enabling you to specify a block as a holder and specify the holders’ other characteristics.
![]() (Cylinder) — Opens the Cylinder feature definition panel enabling you to specify a cylinder as a holder and specify the holders’ other characteristics.
(Cylinder) — Opens the Cylinder feature definition panel enabling you to specify a cylinder as a holder and specify the holders’ other characteristics.
![]() (Cone) — Opens the Cone feature definition panel enabling you to specify a cone as a holder and specify the holders’ other characteristics.
(Cone) — Opens the Cone feature definition panel enabling you to specify a cone as a holder and specify the holders’ other characteristics.
![]() (Revolve Profile) — Opens the Profile Sketcher window in “solid of revolution” mode enabling you to create Revolved Cutter components by rotating a defined profile around the Z- axis.
(Revolve Profile) — Opens the Profile Sketcher window in “solid of revolution” mode enabling you to create Revolved Cutter components by rotating a defined profile around the Z- axis.
See Profile Sketcher window in the Configure Model tab section of Vericut Help.
![]() (Sweep Profile) — Opens the Profile Sketcher window in “sweep solid” mode enabling you to create Cutter components by defining a profile to be swept a specific distance to create the cutter insert.
(Sweep Profile) — Opens the Profile Sketcher window in “sweep solid” mode enabling you to create Cutter components by defining a profile to be swept a specific distance to create the cutter insert.
See Profile Sketcher window in the Configure Model tab section of Vericut Help.
![]() (Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
(Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
![]() (Model File) — The Model File Features enable you to use an existing model or create a new Sweep Solid or Solid of Revolution using the Profile Sketcher to define a tool component.
(Model File) — The Model File Features enable you to use an existing model or create a new Sweep Solid or Solid of Revolution using the Profile Sketcher to define a tool component.
See Define a Tool Holder section of Vericut Help. for information on creating tool holders.
See Assembly tab section for information on positioning, and orienting, a holder component in a tool assembly.
Holder, Block Holder¶
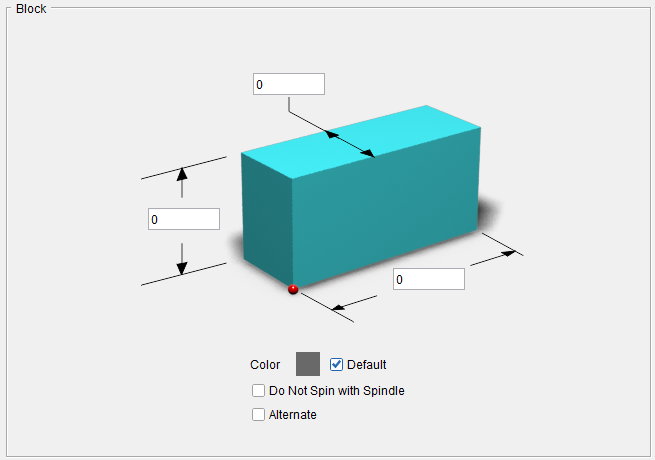
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
Length (L) — Use to specify the length of the block.
Width (W) — Use to specify the width of the block
Height — Use to specify the height of the holder component.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Do Not Spin with Spindle — When toggled "on" (checked), indicates that the holder component does not spin.
Alternate — When toggled "on" (checked) this feature designates the holder that is being created as an "alternate" or "secondary" holder for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" holder shapes.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) holder shape or to use the "alternate" (Override Value = 1) holder shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
See Define a Tool Holder section of Vericut Help for information on creating tool holders.
See Assembly tab section for information on positioning, and orienting, a holder component in a tool assembly.
Holder, Cylinder Holder¶
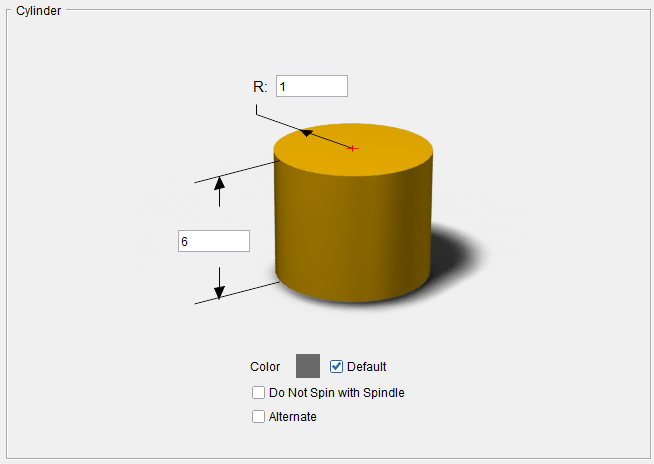
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
Radius (R) — Use to specify the radius of the cylinder.
Height — Use to specify the height of the holder component.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Do Not Spin with Spindle — When toggled "on" (checked), indicates that the holder component does not spin.
Alternate — When toggled "on" (checked) this feature designates the holder that is being created as an "alternate" or "secondary" holder for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" holder shapes.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) holder shape or to use the "alternate" (Override Value = 1) holder shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
See Define a Tool Holder section of Vericut Help for information on creating tool holders.
See Assembly tab section for information on positioning, and orienting, a holder component in a tool assembly.
Holder, Cone Holder¶
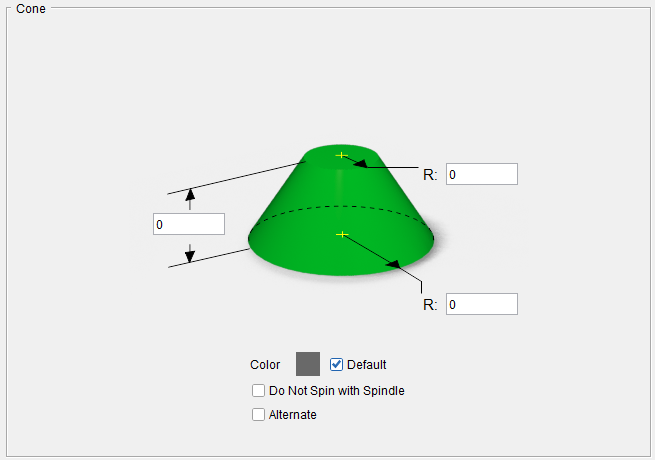
💡 Tip: Hold the cursor over a number field in the tool diagram to see a tip indicating what value the field represents.
Height — Use to specify the height of the holder component.
Top Radius (R2) — Use to specify the radius at the top of the cone.
Bottom Radius (R1) — Use to specify the Radius at the bottom of the cone.
Color — Color that the tool component is to be displayed in Vericut. For additional information, see Tool Display Colors in the Tool Component tab, Common Features section.
Do Not Spin with Spindle — When toggled "on" (checked), indicates that the holder component does not spin.
Alternate — When toggled "on" (checked) this feature designates the holder that is being created as an "alternate" or "secondary" holder for a particular tool assembly. This feature enables you to switch between a "primary" and "alternate" holder shape.
The AlternateTool macro is used to specify whether to use the "primary" (Override Value = 0) holder shape or to use the "alternate" (Override Value = 1) holder shape.
See Create and Use Tools with Alternate Cutters in the Using the Tool Manager section of Vericut Help for additional information and examples.
See Define a Tool Holder section of Vericut Help for information on creating tool holders.
See Assembly tab section for information on positioning, and orienting, a holder component in a tool assembly.
Tool Component tab (Multi Tool Station)¶
Opened via adding, or modifying, a Multi Tool Station tool component, this tab is used to describe the shape of a selected tool component in a Multi Tool Station tool assembly.
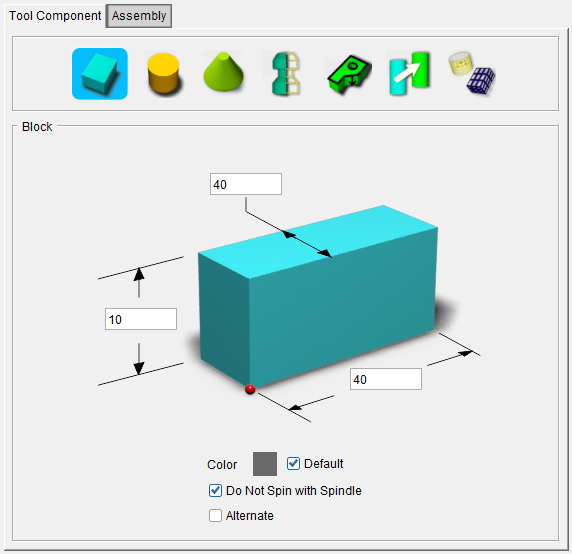
Tool shape icons — Selecting an icon configures the bottom half of the window to define the selected Polisher tool shape.
Options:
![]() (Block) — Opens the Block feature definition panel enabling you to specify a block as a holder and specify the holders’ other characteristics.
(Block) — Opens the Block feature definition panel enabling you to specify a block as a holder and specify the holders’ other characteristics.
![]() (Cylinder) — Opens the Cylinder feature definition panel enabling you to specify a cylinder as a holder and specify the holders’ other characteristics.
(Cylinder) — Opens the Cylinder feature definition panel enabling you to specify a cylinder as a holder and specify the holders’ other characteristics.
![]() (Cone) — Opens the Cone feature definition panel enabling you to specify a cone as a holder and specify the holders’ other characteristics.
(Cone) — Opens the Cone feature definition panel enabling you to specify a cone as a holder and specify the holders’ other characteristics.
![]() (Revolve Profile) — Opens the Profile Sketcher window in “solid of revolution” mode enabling you to create Revolved Cutter components by rotating a defined profile around the Z- axis.
(Revolve Profile) — Opens the Profile Sketcher window in “solid of revolution” mode enabling you to create Revolved Cutter components by rotating a defined profile around the Z- axis.
See Profile Sketcher window in the Configure Model tab section of Vericut Help.
![]() (Sweep Profile) — Opens the Profile Sketcher window in “sweep solid” mode enabling you to create Cutter components by defining a profile to be swept a specific distance to create the cutter insert.
(Sweep Profile) — Opens the Profile Sketcher window in “sweep solid” mode enabling you to create Cutter components by defining a profile to be swept a specific distance to create the cutter insert.
See Profile Sketcher window in the Configure Model tab section of Vericut Help.
![]() (Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
(Reference) — Displays the Reference Features enabling you to "reference" a tool component in another tool library file for use in the current tool library file.
![]() (Model File) — The Model File Features enable you to use an existing model or create a new Sweep Solid or Solid of Revolution using the Profile Sketcher to define a tool component.
(Model File) — The Model File Features enable you to use an existing model or create a new Sweep Solid or Solid of Revolution using the Profile Sketcher to define a tool component.
See Assembly tab section for information on positioning, and orienting, a Dresser tool component in a Dresser tool assembly.